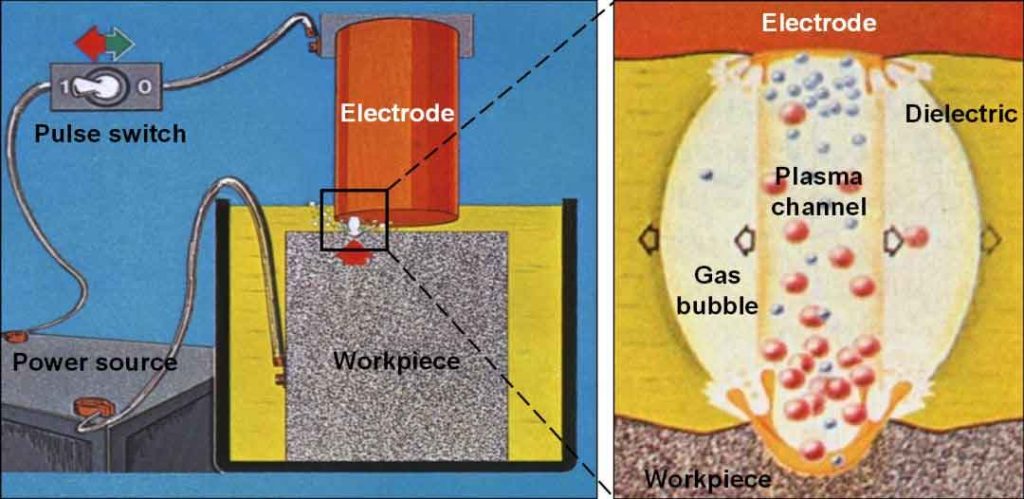
For workpieces with complex structures, traditional cutting methods are often difficult to achieve. Therefore, some new methods have been developed in production. EDM is one of them, and it is widely used in the processing of cavities in the mold manufacturing industry. EDM technology is a new process that directly utilizes electrical and thermal energy for processing.
CNC EDM technology is developing in the direction of precision, automation, intelligence, and high efficiency. EDM is widely used in complex and precise small cavities, narrow slots, grooves, corners, deep cutting, and other processing fields of molds.

Characteristics of EDM Technology
The machining mechanism of EDM is different from traditional cutting methods, and has the following characteristics:
- EDM technology can process any conductive material. Whether the material can be processed mainly depends on the electrical conductivity and thermal properties of the material and is not affected by the hardness of the material.
- It is suitable for processing low-rigidity workpieces and micro-processing. Since the shape of the tool electrode can be copied to the workpiece, it is especially suitable for machining workpieces with complex surfaces. It is suitable for workpieces with special materials and complex shapes that are difficult to process and cannot be processed by ordinary machining methods.
- The surface of EDM is composed of numerous small pits and hard convex edges, and its hardness is higher than that of the machined surface, and it is beneficial to protect the lubricating oil. Under the same surface roughness, its surface lubricity and wear resistance are also better than machined surfaces, especially suitable for mold manufacturing.
- The duration of pulse discharge is extremely short, the heat conduction and diffusion range generated during discharge is small, and the range of material affected by heat is small.
- During processing, the tool electrode does not contact the workpiece material, and the macroscopic force between the two is extremely small. The tool electrode material need not be harder than the workpiece material. Therefore, the tool electrode is easy to manufacture.
Development Direction of EDM Technology
1. Precision
The precision requirements of EDM are mainly reflected in the requirements for dimensional accuracy, profiling accuracy, and surface quality. The machining accuracy of the current CNC EDM has been comprehensively improved. On the whole, modern mold companies have not been able to tap the precision machining performance of the machine tool in the application of advanced CNC EDM. Therefore, the existing CNC machining technology should be further developed to continuously improve the machining accuracy of the mold.
2. Automation
When the advanced CNC EDM machine is equipped with an electrode library and a standard electrode fixture, as long as the electrode is loaded into the tool magazine before machining, and the machining program is compiled, the entire EDM process can run automatically, almost without manual operation. The automatic operation of the machine tool can reduce the work intensity of the operator and improve work efficiency.
3. Efficiency
Modern machining requires that the efficiency of roughing and finishing be greatly improved on the premise of ensuring machining accuracy. For example, in the fields of mobile phone casings, home appliances, and electrical appliances, it is required to greatly shorten the discharge time and reduce the roughness during processing, so that manual polishing is not necessary after discharge. The application of CNC EDM in these fields not only shortens the processing time and saves the trouble of post-processing, but also improves the quality of the mold.
4. Intelligent
The new CNC EDM machine adopts intelligent control technology. The expert system is an important embodiment of the intelligence of CNC EDM machine tools. The expert system adopts a man-machine dialogue mode. According to the processing conditions and requirements, it can automatically create a processing program after reasonable input of the set value and select the best combination of processing conditions for processing to realize the optimal control of the processing process.
The application of intelligent technology makes the operation of the machine easier and requires a less technical level of the operator. With the continuous upgrading of intelligent technology, the application scope of intelligent control technology is more extensive.

Application of EDM Technology in Mold Processing
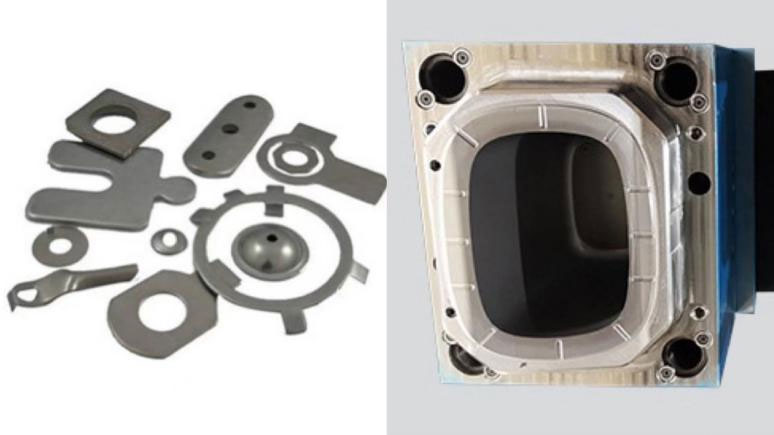
Mold Surface Treatment
EDM technology plays a great role in the surface treatment of molds. In order to further improve the quality of the mold surface, using the working principle of electric spark pulse discharge to generate high temperature, cemented carbide is used as the electrode material, and the cemented carbide material is infiltrated into the working surface of the mold and wearing parts. A layer of hard white alloy reinforcement layer with high hardness, high strength, high wear resistance, high-temperature resistance, and no peeling is formed. The strengthening layer can change the physical and chemical properties of the surface and is a very effective method for surface treatment of the mold.
The strengthening layer is a new alloy layer formed by re-alloying the electrode and workpiece material under high temperature and high-pressure conditions at the moment of discharge. During the strengthening treatment, the discharge time is very short and the area of the discharge point is very small, so the thermal effect of the discharge only occurs in a small area on the surface of the workpiece. The entire workpiece is still at room temperature or at a lower temperature, so there will be no thermal deformation.
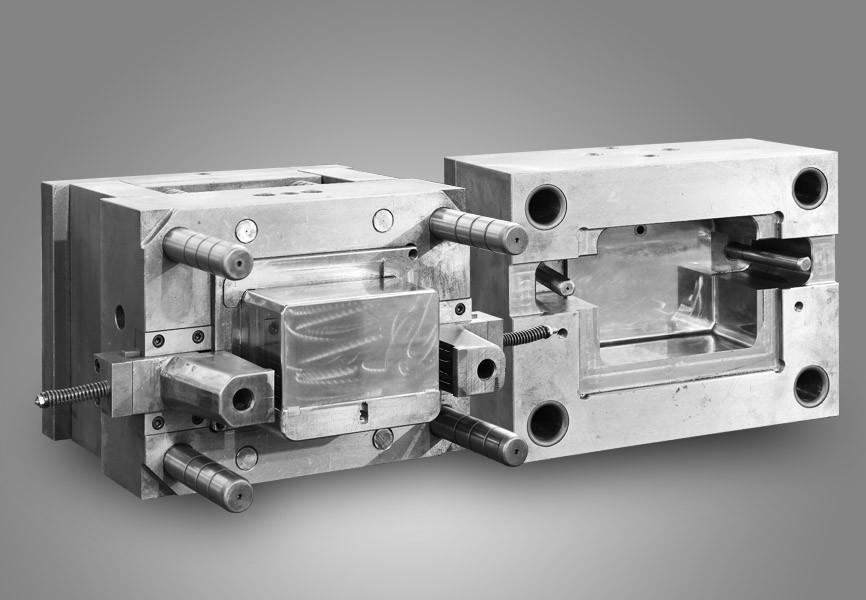
EDM Cavity Machining
EDM cavity processing includes forging dies, die casting dies, extrusion dies, plastic dies, etc. Cavity machining is more difficult. The machining area varies greatly, and due to the complex cavity, the electrode loss is not uniform, which has a great impact on the machining accuracy. In order to improve the machining accuracy of the cavity, in terms of electrodes, pure copper and graphite with high corrosion resistance should be used as electrodes.
EDM Perforation
Perforation is the most widely used type of EDM and is often used to process shaped holes (round holes, square holes, polygon holes, special-shaped holes), curved holes, micro holes, etc. The dimensional accuracy of the perforation is mainly guaranteed by the size of the tool electrode and the gap of the spark discharge.
Complex Machining
The process of mixing powder additives into the electric discharge machining fluid to obtain a glossy surface at high speed is powder mixing. This method is mainly applied to the precision machining of complex mold cavities, especially complex curved surfaces that are not convenient for polishing operations. It can reduce the surface roughness value of the parts, save the manual polishing process, and improve the performance of the parts.
The multi-axis rotary system is used to coordinate with a variety of linear motions, which can be combined into a variety of compound motion modes, which can adapt to the processing requirements of different types of workpieces. The CNC EDM machine can easily realize the processing of complex cavity molds or tiny parts that are difficult to be processed by traditional EDM machines by using multi-axis linkage.
In order to ensure the consistency of the discharge gap under high efficiency and maintain high stable processability, the method of continuously shaking the electrode can be used during the processing. The shaking method can be used in processing to obtain more uniform surface roughness on the side and bottom surface, and it is easier to control the processing size, which can ensure high-precision and high-quality processing.
Conclusion
In addition to CNC milling and CNC turning services, JTR can also provide EDM technology to make various customized molds. With our rich manufacturing experience, we are determined to provide customers with the highest quality products and solutions.