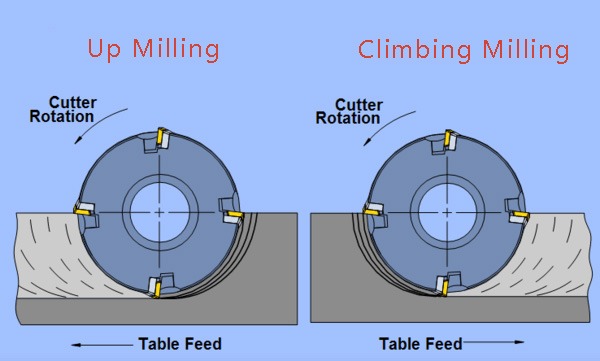
In CNC machining, the milling method refers to the trajectory planning method when the tool completes the milling of the workpiece. In the processing of the same part, various milling methods can meet the size and accuracy requirements of the part, but the processing efficiency is not the same.
Understanding CNC Milling Process
CNC milling utilizes various methods to achieve different features on the final workpiece. Here are some of the common milling methods used in CNC machining:
- Face Milling: This method involves a cutting tool with teeth on the sides and the end. The tool’s axis is perpendicular to the machined surface, allowing for creating flat surfaces with a good finish. It’s often used after other milling operations for a smooth final touch.
- Plain Milling (Surface Milling): This is the most basic milling method. It uses a horizontally positioned mill to create flat surfaces parallel to the machine’s base.
- Angular Milling: As the name suggests, this method removes material from a flat surface at an angle. This is useful for creating angled features on the workpiece.
- Form Milling: This method tackles more complex shapes. It utilizes specially designed cutters, like convex or concave tools, to create intricate contours like rounded edges or recesses in a single pass.
These are just some of the core milling methods. CNC milling offers a wide range of capabilities depending on the specific application and desired outcome.

The Classification of Milling Tools
There are two main ways to classify CNC milling tools:
By Function:
This is the most common way to classify CNC milling tools. The different types of milling tools are designed to perform specific functions, such as drilling holes, creating flat surfaces, or contouring. Here are some of the most common types of CNC milling tools by function:
End Mills: These are the most versatile type of CNC milling tool. They can be used for a variety of applications, including drilling holes, milling slots, pockets, and contours. End mills come in a wide variety of shapes and sizes, with different numbers of flutes (cutting edges).
- Face Mills: These are designed for milling flat surfaces. They have a large diameter and multiple cutting edges, which allows them to remove material quickly and efficiently.
- Ball Nose Mills: These are used for creating curved surfaces and profiles. They have a spherical cutting edge that allows them to create smooth, continuous cuts.
- Ball End Mills: These are similar to ball nose mills, but they have a smaller radius on the cutting edge. They are used for creating smaller radii and tighter corners.
- Corner Rounding End Mills: These are used for putting a rounded edge on a workpiece. They come in a variety of sizes, depending on the desired radius of the corner.
- Fly Cutters: These are single-point cutting tools that are mounted on a shank. They are used for a variety of applications, such as milling large flat surfaces, slots, and pockets.
By Material:
CNC milling tools can also be classified by the material they are made from. The most common materials for CNC milling tools are:
- High-Speed Steel (HSS): This is a relatively inexpensive material that is suitable for a wide variety of applications. However, HSS tools are not as wear-resistant as some other materials, so they may need to be replaced more frequently.
- Carbide: This is a much harder and more wear-resistant material than HSS. Carbide tools are ideal for machining tough materials, such as stainless steel and titanium.
- Diamond: Diamond is the hardest material of all, and it is used for machining very hard and abrasive materials, such as ceramics and composites.
The choice of CNC milling tool will depend on the specific application. Factors to consider include the type of material being machined, the desired finish, and the production volume.
6 Ways for CNC Milling Improvement
1. The shape and geometric elements of the workpiece itself
The shape and geometric elements of the workpiece itself include the geometric shape of the processing domain, the size and location of the island and so on. This is an inherent characteristic of the workpiece itself, and it is an immutable factor, but it is the fundamental factor that determines the way of milling.
2. Process route
The process route is a direct process to achieve the purpose of processing, and is the direct basis for the selection of the milling method. The process route determines the sequence of processing domains, the merging and splitting of islands, the division of roughing, semi-finishing, and finishing, etc. There are many technological routes to achieve the goal, which determines the different choices of the milling method.
3. Workpiece material
The workpiece material is also one of the factors that determine the milling method. The workpiece material is a direct processing object and does not directly affect the milling method, but it will affect the selection of tool material, size, processing method, etc., thereby indirectly Affects the way of milling. The shape and size of the workpiece blank will cause whether the distribution of the machining allowance of each part of the workpiece is uniform. At the same time, for the workpiece with optional blank, the difference in the size and shape of the blank will change the clamping method, the redistribution of the processing area, etc., which will affect the processing. strategy, leading to different ways of taking the knife.
4. The clamping and fastening method of the workpiece
The clamping and fastening method of the workpiece also indirectly affects the milling method. Change, the vibration affects the way of the tool.
5. Selection of tools
The selection of tools includes tool material, tool shape, tool length, number of tool teeth, etc. These parameters determine the area and frequency of contact between the tool and the workpiece, thus determining the volume of the milling material per unit time and the machine tool. Load, its wear resistance and tool life determine the length of milling time. Among them, the tool size (ie diameter) has a direct impact on the way of milling tools. Due to the selection of tools with different diameters, the size of the residual area will be affected, resulting in changes in the machining trajectory, resulting in different milling methods.
6. Machining domain selection
In the milling process, when a complex plane cavity has multiple bosses to form multiple inner contours, additional tool lifting actions are often generated for line milling; for circular milling, it will cause machining. Track lengthened. This additional tool lifting action or the lengthening of the machining path will seriously reduce the efficiency of the milling process. Therefore, how to minimize the number of such situations is a major concern for us.
These tips can be combined and adapted to suit the specific requirements of a CNC milling operation, allowing for the efficient and precise machining of a wide range of materials and geometries.