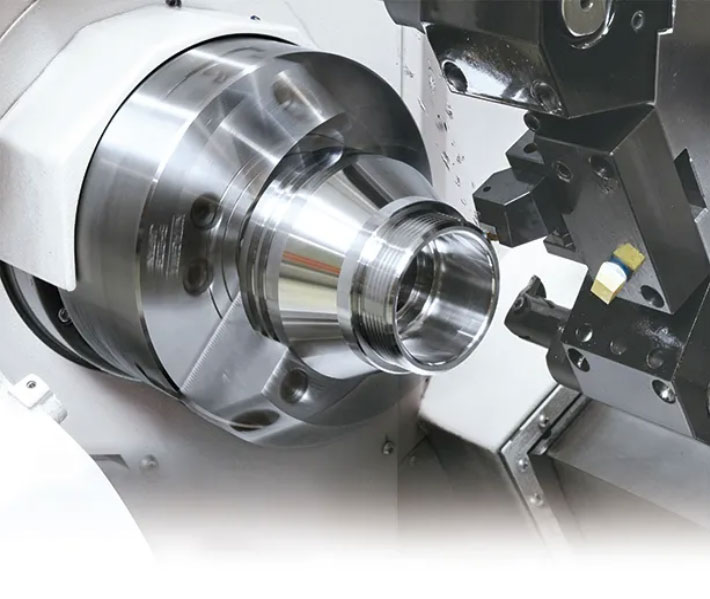
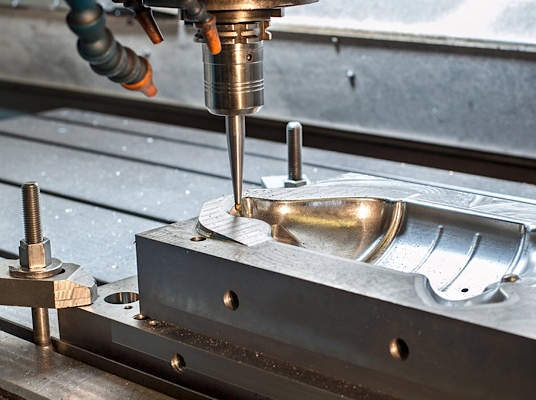
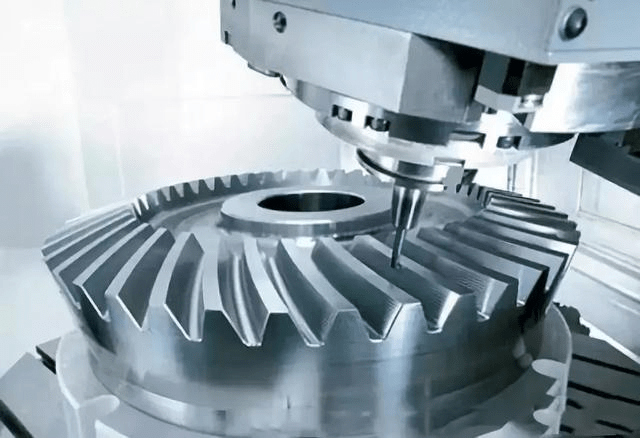
Milling surface belongs to the category of contour/contour CNC milling. It involves machining irregularly shaped contours or continuous curves with different degrees (inclined, concave, or convex). This is the key process to complete most customized parts with unique shapes. This requires CNC machining service providers to have advanced knowledge of basic machining principles and procedures.
Fundamentals To Profile CNC Milling
- Profile CNC Milling Processes
Before reaching the final machined part, it is first subdivided into different categories: roughing/semi-roughing, semi-finishing, finishing and superfinishing. The larger the component, the more types of operations are involved. It is very important to sub-categorize the operations of the machined workpiece so that you can maximize the full potential of the tools and parameters you will use.
Roughing-This operation is always the first stage of processing, usually starting from cutting the raw material block, so that the part is roughly close to the desired shape or contour, to leave enough metal inventory for further operations.
The semi-finishing-This process involves machining parts according to size requirements or removing remaining blanks on parts. Semi-finished parts can also be further processed to meet specific requirements for surface finish.
Finishing-this process is carried out after the semi-finishing operation. Finishing is to improve the surface finish of parts by removing obvious burrs and other surface defects. In this operation, high-performance tools must be used, as this will significantly affect the final appearance of the workpiece.
Super finishing-If the part requires a mirror finish or an ultra-smooth contour, the operation will proceed further to superfinishing. To this end, high-speed machining technology and high-precision tools are required.
- Get to Know the Tools Used in CNC Milling Curved Surface
To obtain a smooth curved surface on the part being manufactured, circular end mills of different variants are used. These include round inserts, ball-end indexable end mills, and ball-end solid carbide. The circular contour tool is the first choice for contour machining applications because it does not leave obvious tool path marks.
Insert type end mills with round inserts-These tools usually have large tool diameters. Round-blade end mills are very suitable for roughing operations due to their high stability and impressive productivity.
Solid ball end mills-these end mills can leave a very good surface finish on the machined parts. Due to their structure, they may have low stability. This is why they are more commonly used for finishing rather than roughing.
Indexable head ball end mills-Indexable head end mills are similar to solid carbide end mills, but with replaceable cutter heads. These special tools have a detachable end that can be replaced when needed.
General Tips For CNC Milling Curved Surfaces
- Necessary Preparations
Before deciding to manufacture your customized parts by profile milling, you must also understand the various factors that may affect the entire CNC milling process. In addition, you also need to determine some specific matters so that you can correctly choose the appropriate processing technology. Here are some things you need to prepare:
Pay attention to the cavity depth of the part design-this plays an important role in helping you choose the correct cutting tool to use and the gauge length you need.
Knowing how much material will be subtracted from the original block-this will help you plan the operations required to make the working part, whether you need additional procedures after semi-finishing and semi-roughing.
Consider how to clamp the workpiece in place-this will help you prepare the necessary fixtures you need.
- The Old And Classic: Get Your Feeds And Speeds Right
Feed and speed determine the material removal rate of the part, which is why they have a major impact on achieving an excellent surface finish. For this, calculations are required. The feed rate to be used may also depend on the depth of cut, the tool used, the material to be cut, the contour of the part being machined, and the accuracy required. - Tooling Utilization
There are many different tools available on the market today. For roughing operations, the rigidity of the tool should be given priority to withstand the severe cutting depth and feed requirements of roughing. On the other hand, for finishing operations, the end mill should be very sharp without leaving any obvious tool path marks. Another difference is the diameter of the tool used. Generally, the diameter of the roughing tool is larger than the diameter of the finishing tool. - Minimize Vibration In Your CNC Milling Processes
Vibration is one of the main causes of poor surface finish, chatter and tool damage. During a milling operation, vibration can come from multiple sources, including clamping stability, tool rigidity, material hardness, and inaccuracy of the machine tool spindle. Here are some of our techniques to minimize this processing barrier:
Use tools with good runout accuracy
Avoid excessive overhang of the end mill during rough machining. Instead, use an extension rod or an extension tool holder
Protect your work fixture by ensuring proper grip and balance during cutting operations.
When handling hard metals, avoid violent cutting.
Conclusion
CNC milling surfaces are usually subdivided into different operations (rough machining, semi-finishing, finishing and superfinishing) to gradually obtain the required contour. The tools used for this type of milling usually have a circular profile or a tool commonly referred to as a ball end mill. In summary, CNC milling a curved surface involves making the necessary preparations, obtaining the correct feed and speed, paying attention to the tools you will use, and minimizing vibration.