Maybe you are exposed to EDM daily in production, but do you know much about EDM?
First of all, do you know how EDM technology came about? In 1943, when Lazarenko and his wife, academicians of the former Soviet Union Academy of Sciences, studied the phenomenon and causes of spark discharge corrosion damage to switch contacts, they found that the instantaneous high temperature of the electric spark could melt and vaporize local metals and erode them away.
People also use Wire EDM Service through the method to efficiently and quickly complete the processing process of products in the fields of industrial products and parts manufacturing.
So, what is the principle of EDM? Let us continue reading to understand the principle of electrical machining and its microscopic mechanism process.
What kind of processing method can be called EDM?
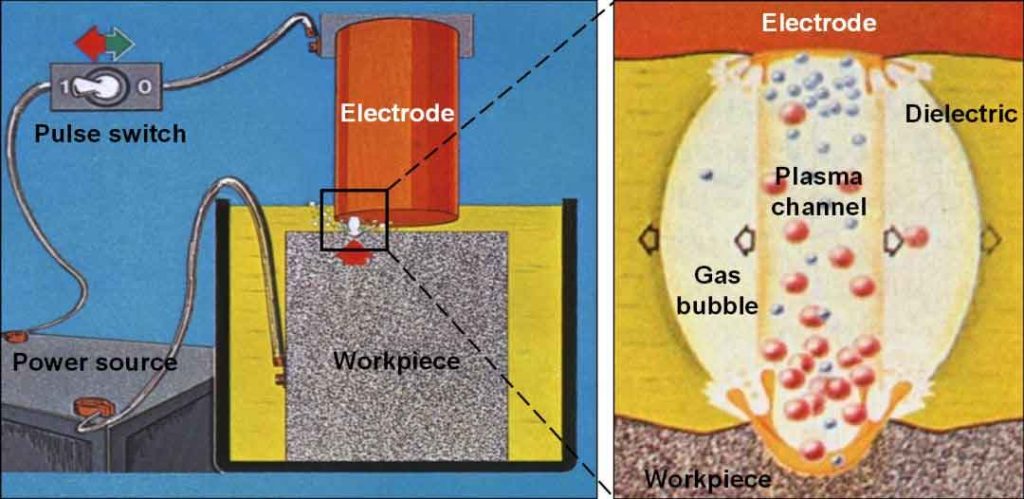
EDM is a processing method that melts and erodes materials through the high temperature (instantaneous temperature up to 10000°C) generated in the microscopic process of pulse discharge.
What is the Microscopic Process of a Pulse Discharge?
EDM is the process of continuously removing metal by electrical discharge. Although the time of a pulse discharge is short, it is a complex process due to the combined action of electromagnetism, thermodynamics, and fluid mechanics. To sum up, the process of a pulse discharge can be divided into the following stages:
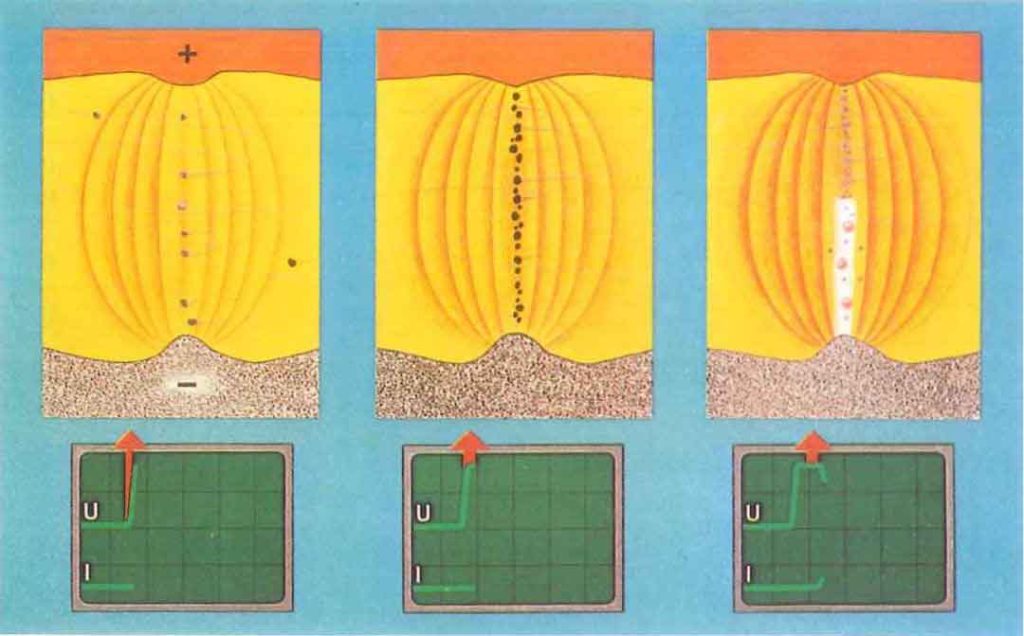
1. Ionization, Breakdown, and Formation of Discharge Channels of Interpolar Dielectrics
When a pulsed voltage is applied between the tool electrode and the workpiece, an electric field is immediately formed between the two electrodes. The electric field strength is proportional to the voltage and inversely proportional to the distance. With the increase of the voltage between the electrodes or the decrease of the distance between the electrodes, the electric field strength between the electrodes will also increase.
Because the microscopic surface of the tool electrode and the workpiece is uneven, and the distance between the electrodes is very small, the electric field strength between the electrodes is very uneven, and the electric field strength at the protruding point or tip that is closest to the two electrodes is generally the largest. When the electric field strength increases to a certain amount, the dielectric is broken down, the discharge gap resistance rapidly decreases from the insulating state to a fraction of an ohm, and the gap current rapidly rises to a maximum value.
Due to the small diameter of the channel, the current density in the channel is high. The gap voltage drops rapidly from the breakdown voltage to the spark sustaining voltage (generally about 20~30V), and the current rises from 0 to a certain peak current.
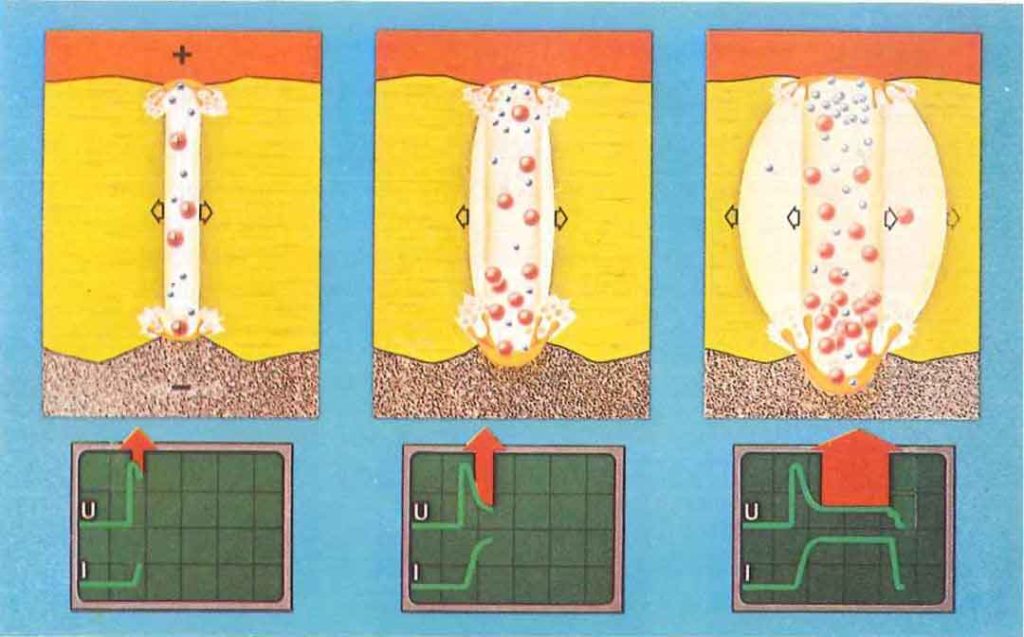
2. Thermal decomposition of medium, melting of electrode material, thermal expansion of vaporization
Once the inter-electrode medium is ionized and broken down to form a discharge channel, the pulsed power supply makes the electrons between the channels in the EDM run to the positive electrode at a high speed, and the positive ions run to the negative electrode.
Electrical energy becomes kinetic energy, and kinetic energy is converted into thermal energy through collision. Therefore, the surfaces of the positive and negative electrodes in the channel become instantaneous heat sources, respectively, reaching very high temperatures. The high temperature of the channel vaporizes the working fluid medium, and then the thermal cracking decomposes and vaporizes it.
These vaporized working fluids and metal vapors suddenly increase in volume and become bubbles in the discharge gap. These bubbles rapidly and thermally expand and have the characteristics of explosions.
Observing the EDM process, it can be seen that bubbles emerge from the discharge gap, the working fluid gradually turns black, and a slight and crisp explosion sound is heard.
This is because EDM mainly relies on thermal expansion and local micro-explosion to melt and vaporize the electrode material and corrode the surface of the material, to achieve the purpose of cutting.
3. Handling of electrode materials
During the working process of EDM, the instantaneous high temperature of the discharge point on the surface of the EDM channel and the positive and negative electrodes makes the working liquid vaporize and the metal material melts and vaporizes. Such thermal expansion will generate high transient pressures.
The pressure in the center of the channel is the highest so that the vaporized gas expands continuously outward, and the molten metal liquid and steam at the high pressure are pushed out and thrown into the working fluid.
Due to the action of surface tension and cohesion, the thrown material has the smallest surface area and condenses into fine spherical particles when condensed.
When the molten and vaporized metal is thrown away from the surface of the electrode, it splashes everywhere. Except most of it is thrown into the working fluid and shrinks into small particles, a small part of it is splashed, plated, and adsorbed on the opposite electrode surface.
This phenomenon of mutual splashing, plating, and adsorption can be used to reduce or compensate for the loss of tool electrodes during processing under certain conditions.
The process of etching and throwing metal materials is far more complicated than this.
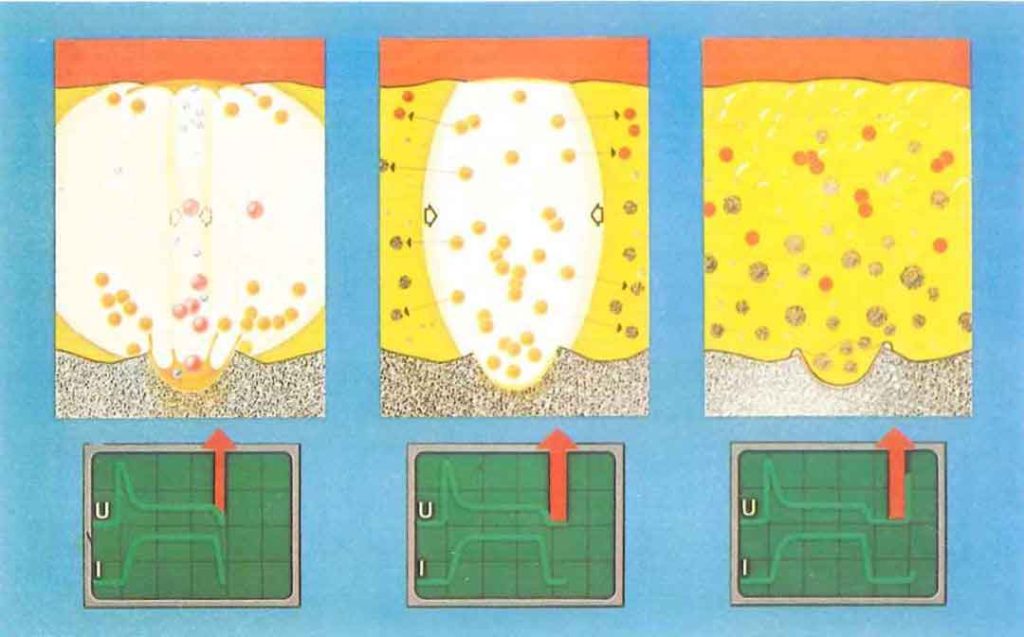
4. Ionization of the interpolar medium
With the end of the pulse voltage, the pulse current also drops rapidly to zero, but there should still be a short time after this for the interstitial medium to deionize, that is, the charged particles in the discharge channel to recombine into neutral particles.
By rapidly recovering the dielectric strength of the medium in the discharge channel, and reducing the electrode surface temperature and other measures, the arc discharge caused by the repeated discharge at the same location next time is avoided.
It can be seen that to ensure that the EDM process is carried out normally, there should generally be sufficient pulse interval time between two pulse discharges.
In addition, the breakdown and discharge points should have space for dispersion and transfer, otherwise only discharge near one point, and it is easy to form an arc.