In CNC machining services, high-speed CNC machining is a very important process, which can quickly machining parts quickly and accurately, enhance the corresponding processing efficiency.
There are still many differences between high-speed CNC machining centers and ordinary machining centers, such as spindles, tool magazines, tools, CNC systems, etc., mainly in the spindle speed and cutting feed. A standard high-speed CNC machining center must meet the requirements of a standard high-speed CNC machining center.
1. The Special Spindle Supports a High-speed CNC Machining Center
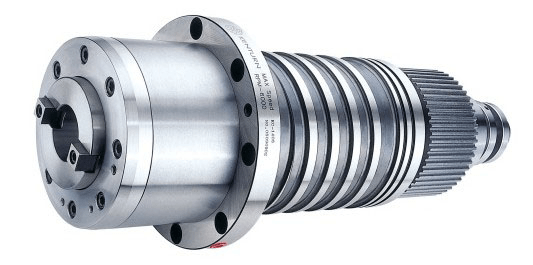
The high-speed spindle of the high-speed machining center should have the characteristics of high precision, good rigidity, stable operation, and small thermal deformation. Several types of spindles are more popular in machining centers: belt type, gear type, direct-drive type, and electric spindle. High-speed CNC machining centers can use direct-drive spindles and electric spindles, and the remaining spindles basically cannot meet the basic speed requirements of high-speed CNC machining centers. The spindle speed of the high-speed CNC machining center cannot be lower than 10000rpm. Such a high speed can basically only be achieved by direct-drive spindles and electric spindles.
The maximum speed of a direct-coupled spindle is not as high as that of an electric spindle. The higher the spindle speed, the less the cutting force, so the cutting force of the direct-coupled spindle is far better than that of the electric spindle.
2. High-speed CNC Machining Center Cutting Feed
In CNC machine tools, it can be said that increasing the cutting feed of the machine is equivalent to increasing the machining efficiency. This is the case for high-speed CNC machining centers. The cutting feed of high-speed CNC machining centers is generally 20-40m/min. Of course, the cutting feed is the fastest.
The mature use of linear motors has given a qualitative leap in high-speed CNC machining centers and has improved the machining efficiency and machining accuracy in all directions. The driving mode of the linear motor is a non-contact direct driving mode, with few moving parts and no distortion problems. With this technology, machine tool manufacturing has reached a level that cannot be achieved by a traditional ball screw. The linear motor has high acceleration and deceleration characteristics, the acceleration can reach 2g, which is 10-20 times of the traditional driving device, and the feed speed is 4-5 times of the traditional.

3. High-speed CNC Machining Center CNC System
The CNC system of the high-speed CNC machining center has higher requirements than the general CNC system of the machining center. The numerical control system of the high-speed CNC machining center must have the fastest data processing capability and the highest functional characteristics. This is true for a four-axis or five-axis high-speed CNC machining center. The numerical control system with a 32-bit or 64-bit processor is preferred. These two numerical control systems are very strong and cannot be compared with ordinary numerical control systems.
4. High-speed CNC Machining Center Tool
The high-speed CNC machining center tool is not the type of tool but the tool material of a high-speed CNC machining center. The commonly used tool materials for high-speed CNC machining centers are polycrystalline diamond, cubic boron nitride, and hard coating tools. A good tool can make the cutting speed develop to the highest height.
It is necessary to dynamically balance the tool structure, especially for tools with longer handles, which must be dynamically balanced to prevent the high-speed centrifugal force from breaking the tool holders or blades with low bending strength and fracture toughness, which is very important for high-speed CNC machining centers. Bring danger to the operator. The choice of tool holder system will also affect the repeatability of the automatic tool change and the cutting rigidity of the tool. At present, the tool holder system generally chooses a 7:24 taper single-sided clamping tool holder system.
5. CNC Programming for High-speed Machining
The CNC programming for high-speed machining is different from the CNC programming for ordinary machining. In high-speed machining, due to the fast feed rate and processing speed, the programmer must be able to foresee how the cutting tool cuts into the workpiece. In addition to using a small feed and shallow depth of cut during machining, it is also very important to avoid sudden changes in the machining direction when programming NC codes because sudden changes in the feed direction will not only reduce the cutting speed but also may The phenomenon of “crawling” occurs, which will reduce the quality of the processed surface, and even cause over-cutting or residue, tool damage and even spindle damage. Especially in the process of three-dimensional contour processing, the complex profile or corner part is processed separately. It is beneficial to process all the surfaces at once than using the “Zigzag” processing method, the straight-line method, or some other general processing methods.
During high-speed machining, it is recommended that the tool cut into the workpiece slowly and try to avoid the tool cutting into the workpiece again after cutting out. Therefore, it is better to enter from one cutting layer slowly into another cutting layer than to enter suddenly after cutting out. Secondly, keep as much as possible. Stable cutting parameters, including maintaining the consistency of cutting thickness, feed rate, and cutting linear speed, when encountering a certain increase in cutting depth, the feed rate should be reduced because changes in load will cause tool deflection, Thereby reducing machining accuracy, surface quality, and shortening tool life.
Therefore, in many cases, it is necessary to pre-process some complex parts of the working contour so that the high-speed finishing small-diameter tools will not be left behind by the larger-diameter tools used in the previous process. “It leads to a sudden increase in the cutting load. At present, some CAM software has the function of “processing residue analysis.” This function enables the CAM system to accurately know the location of the machining residue after each cutting. This is the key to keeping the tool load constant, and this key is important for high-speed machining. Successful realization is also crucial.
In short, the simpler the tool path, the better. In this way, the machining process is possible to reach the maximum feed rate without having to slow down due to the dense clusters of data points and sudden changes in the machining direction. In the “Zigzag” cutting path, using an “arc” (or similar arc-shaped line segment) to connect two adjacent straight line segments will help reduce the frequency of frequent calls and conversions of acceleration/deceleration programs.
In high-speed machining, the automatic overcut (residual) retention function of the CAM system is indispensable in terms of machining accuracy and machining safety. Because overcut (residual) damage to the workpiece is irreparable. The damage to the tool is also catastrophic, which requires the establishment of an accurate and continuous digital model of the machined geometric surface and an efficient tool path generation algorithm to ensure the integrity of the machining contour. Secondly, the CAM system’s ability to verify the tool path is also very important. On the one hand, it allows the programmer to verify the correctness of the program before sending the processing code to the workshop. On the other hand, it can also optimize the program. The processing path automatically adjusts the feed rate to always maintain the maximum safe feed rate.