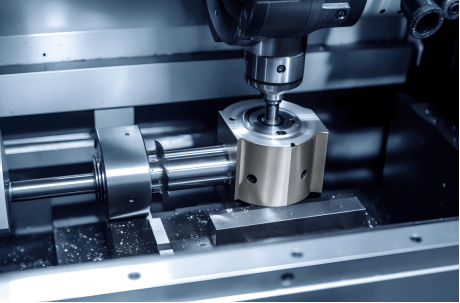
Extrusion Machining
Metal & Plastic Extrusion Services for Complex Profiles
Our extrusion services cover both metal and plastic materials, supporting everything from prototypes to high-volume production.
Metal Extrusion: Hot Extrusion · Warm Extrusion · Cold Extrusion
Plastic Extrusion: Single-Screw · Twin-Screw · Co-Extrusion
IATF 16949 · ISO 9001 · Metal & Plastic · Complex Cross-Sections · Direct Net-Shape Forming
Send us your drawing to see if it’s feasible. Metal Extrusion vs. Plastic Extrusion: Which suits you best?
What Issues Can Extrusion Machining Solve?
Reduced Machining, Significant Cost Savings
Extrusion is a near-net-shape process. Metal material utilization exceeds 90%, and plastic extrusion generates virtually no waste.
Long Profiles and Complex Cross-Sections with One-Step Forming
Hollow, solid, multi-cavity, and complex cross-sections with higher structural strength and no welding or assembly required.
Stable Forming of Difficult-to-Machine Materials
Titanium alloy, superalloy, high-strength steel — metal extrusion replaces machining;
Reinforced plastics, high-viscosity polymers — twin-screw extrusion provides more uniform mixing and dispersion.
Wide Material Compatibility
The Right Process for Your Components
We recommend the most suitable solution based on your material type, cross-section geometry, precision requirements, and production volume.
1. Metal Extrusion
| Process | Features | Typical Parts |
| Hot Extrusion | Suitable for high-deformation, high-strength materials | Tubes, bars, custom-section profiles |
| Warm Extrusion | accuracy and formability | Gear blanks, bearing rings, flanges |
| Cold Extrusion | High precision, high-volume production | Automotive parts, electronic heat sinks, housings |
Key Process Flow Differences
| Process | Core Process Flow |
| Hot Extrusion | Billet heating → Lubrication → Extrusion → Cooling → Straightening / Cutting |
| Warm Extrusion | Intermediate-temperature heating → Lubrication → Extrusion → Controlled cooling |
| Cold Extrusion | Annealing & phosphating → Lubrication → Room-temperature extrusion → Finishing |
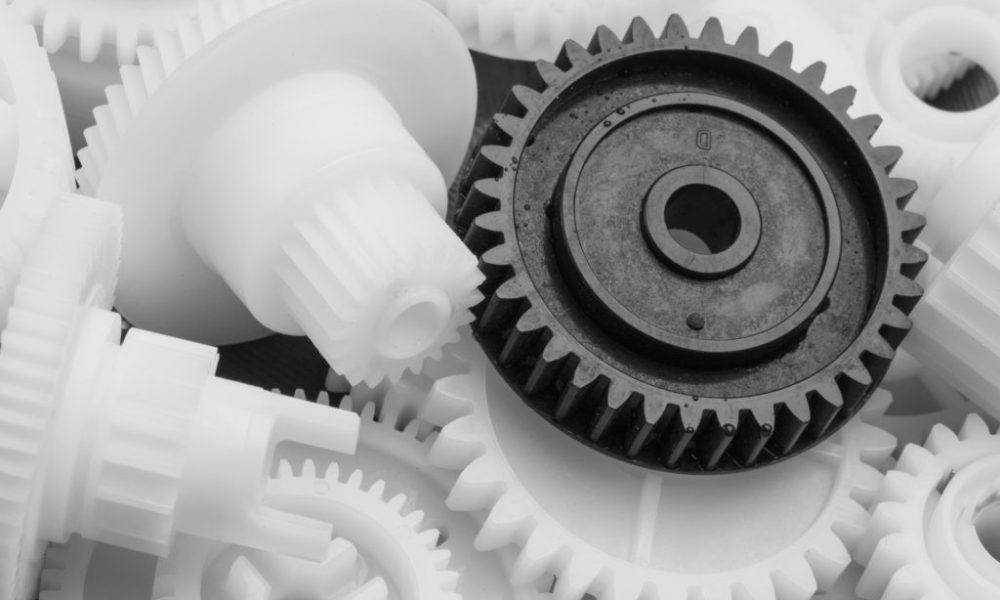
2. Plastic Extrusion
| Process | Features | Typical Parts |
| Single-Screw Extrusion | Continuous and stable, suitable for general-purpose plastics | Tubes, profiles, sheets, films |
| Twin-Screw Extrusion | Compounding, modification, high-filler content | Pelletizing, wood-plastic composites, engineering plastics, cable compounds |
| Co-Extrusion | Multi-layer composite, different materials formed simultaneously | Composite pipes, colored profiles, functional-layer films |
Key Process Flow Differences
| Process | Core Process Flow |
| Single-Screw Extrusion | Material feeding → Heating & melting → Screw conveying → Die forming → Cooling & sizing → Haul-off & cutting |
| Twin-Screw Extrusion | Material feeding → Compounding & plasticizing → Venting → Pelletizing / profile extrusion → Cooling |
| Co-Extrusion | Multiple extruders → Shared die → Layered composite forming → Cooling & sizing |
One Table—Full Clarity on Our Extrusion Machining Capabilities
The following data represents general reference ranges. Actual capability is subject to your specific drawings.
Metal Extrusion
| Process | Accuracy Grade | Surface Roughness | Min. Wall Thickness | Standard Cross-Section Size | Common Materials |
| Hot Extrusion | IT8-IT10 | Ra 3.2-12.5µm | 2-3mm | Φ10-Φ300mm | Aluminum alloy, copper alloy, titanium alloy, structural steel |
| Warm Extrusion | IT7-IT9 | Ra 1.6-6.3µm | 1.5-2mm | Φ5-Φ150mm | Medium-carbon steel, alloy steel, stainless steel |
| Cold Extrusion | IT6-IT8 | Ra 0.8-3.2µm | 0.8-1.5mm | Φ2-Φ80mm | Low-carbon steel, aluminum alloy, copper alloy |
Plastic Extrusion
| Process | Accuracy Grade | Surface Roughness | Min. Wall Thickness | Standard Cross-Section Size | Common Materials |
| Single-Screw Extrusion | ±0.1-0.3mm | Ra 0.8-3.2µm | 0.5-1mm | Unlimited | PVC、PE、PP、ABS、PS |
| Twin-Screw Extrusion | ±0.1-0.5mm | Ra 1.6-6.3µm | 1-2mm | Unlimited | PA、PC、PET、TPE、wood-plastic composite |
| Co-Extrusion | ±0.1-0.3mm | Ra 0.8-3.2µm | 0.5-1mm | Unlimited | Composite functional materials |
How is Quality Guaranteed? Six steps, each with records kept.
- DFM Analysis→ Is extrusion feasible? Is the cross-section geometrically balanced? Is the tooling design practical?
- Material Inspection→ Metal: spectrometer; Plastic: melt flow index tester, moisture content testing
- Process Monitoring→ Metal: temperature, pressure, extrusion speed; Plastic: melt temperature, melt pressure, haul-off speed
- First Article Inspection (FAIR)→ Full dimensional measurement using CMM or optical profile projector.
- In-process Sampling→ Critical dimensions controlled via SPC (Statistical Process Control).
- Outgoing QC→ Each batch is accompanied by a full inspection report.
Our Testing capabilities
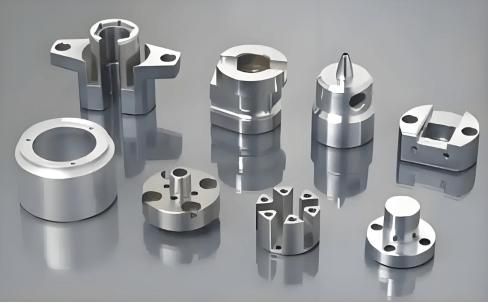
Extrusion and CNC Machining Services in One Supplier
Extrusion machining takes care of efficient near-net-shape forming. For critical dimensions such as mounting surfaces, mating faces, and threaded holes, we offer subsequent precision machining services.
Other Surface Finishing Services for Extruded Parts
| Category | Treatment Method | Application |
| Metal | Sandblasting, polishing, anodizing, passivation, electroplating, heat treatment | Corrosion protection, surface aesthetics, wear resistance |
| Plastic | Thermal reshaping, laser marking, printing, ultrasonic welding, film lamination | Dimensional stabilization, product identification, assembly |
Is Your Part Suitable for Extrusion Machining?
| Better Suited for Extrusion | May Not Be Suitable |
| Elongated, symmetric, or continuous cross-sections | Complex 3D geometry with multi-directional features |
| Medium to high production volumes | Single pieces or extremely small quantities |
| High material utilization required | Extreme variation in wall thickness across the cross-section |
| As-extruded surface finish is acceptable | Mirror-finish or extremely tight localized tolerances required |
Not sure which process fits your part?
Send us your drawings for a free manufacturability assessment.
What are the Structural Requirements for Extrusion Machining?
Reasonable design improves extrusion quality and extends tooling service life.
Keep the cross-section as uniform as possible; avoid abrupt changes in wall thickness
Recommended minimum internal corner radii: R ≥ 0.5 mm (metal) / R ≥ 0.3 mm (plastic)
Avoid deep narrow slots and cantilevered features
Hollow sections can be extruded in a single pass; complex cavities require tooling feasibility assessment
Do Your Part Cross-Sections Need Optimization?
Submit your drawings for our manufacturability analysis.
FAQs
Send Drawings, Get Answers in Three Steps
✅Free Assessment | ✅Fast Response | ✅Honest Feedback
Supported formats: STEP, IGES, STP, PDF, DWG. All drawings are kept strictly confidential.
We analyze whether extrusion is suitable, whether metal or plastic is more appropriate, which specific process to use, and where potential risks may lie.
Quotation, lead time, and a description of achievable accuracy and surface quality.