Precision Casting
Your Complex Parts, Cast in One Piece
At JTR, we provide two precision casting processes: investment casting (lost-wax casting) and permanent mold casting, covering different materials, precision, and batch requirements.
Stainless steel, high-temperature alloys… as long as the material is suitable for casting, we can make it.
IATF 16949 · ISO 9001 · All Materials Available · Complete Processes
What Problems Can Precision Casting Help You Solve?
Reducing Costs
Precision casting is a near-net-shape process. It uses high-precision molds or shells to directly obtain castings that closely approximate the final shape, significantly reducing subsequent machining requirements.
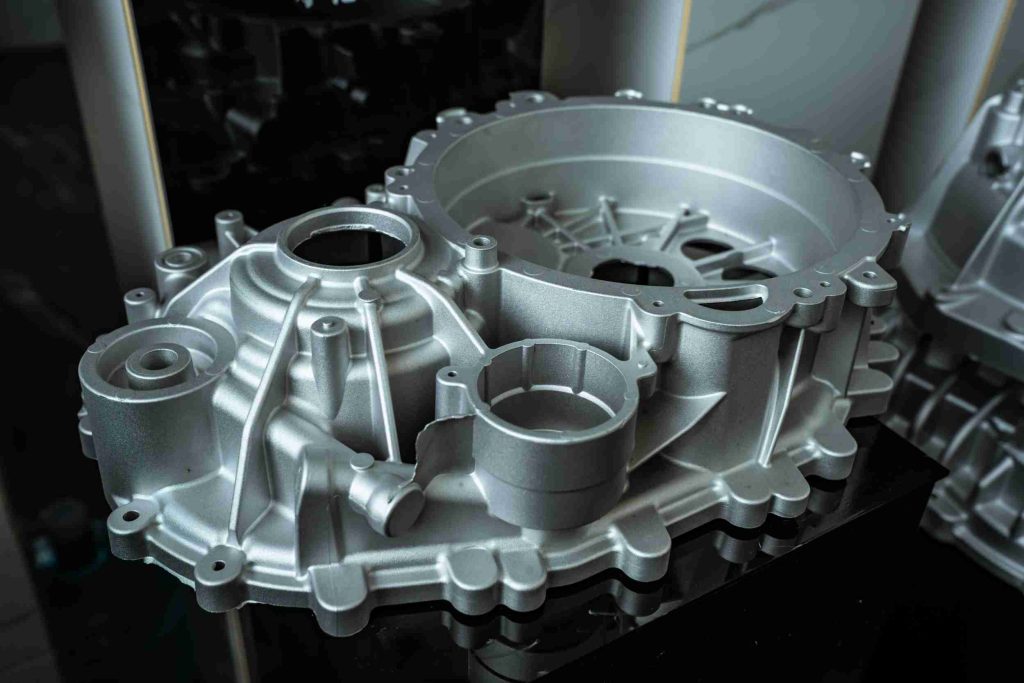
Complex Structure, Molded in One Piece
Internal cavities, curved surfaces, multiple features… reduce welding and assembly processes, and improve part reliability.
No More Headaches
For materials like stainless steel and high-temperature alloys, which are costly and inefficient to machine using CNC, precision casting is a more economical alternative.
Two Processes—One Will Fit Your Part
Precision casting is a family of processes. Different processes suit different materials, precision levels, batch sizes, and dimensions. Based on your drawing, material, precision, batch size, and geometry, we recommend the most suitable process.

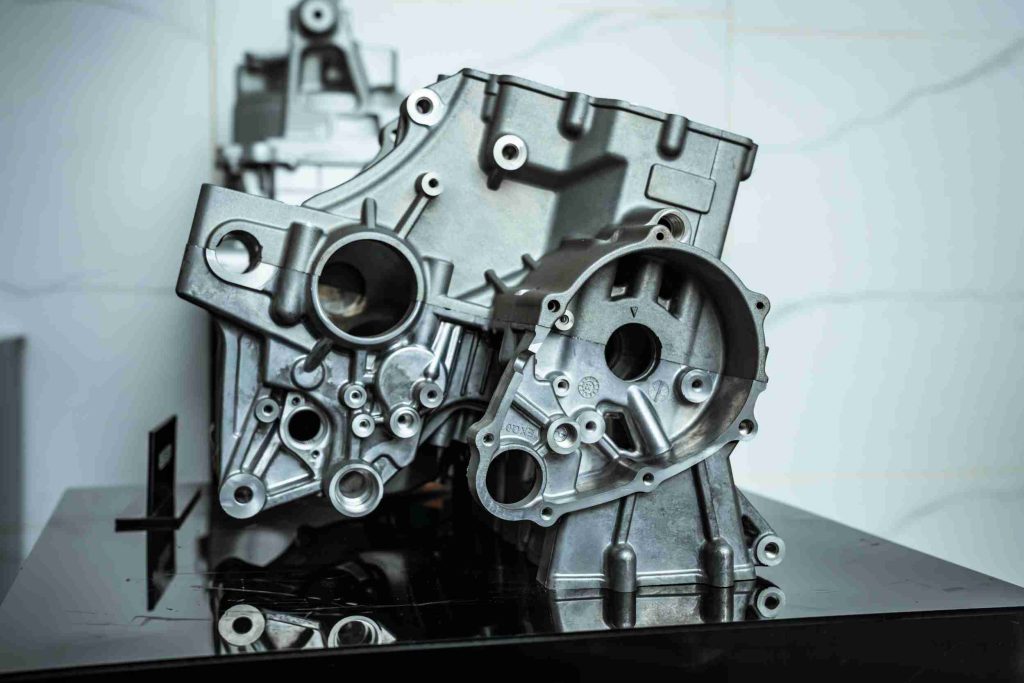
Investment Casting (Lost-Wax Casting)
Suitable for complex internal cavities and hard-to-machine materials.
Typical parts: valves, impellers, medical devices.
Permanent Mold Casting
Suitable for medium batches and parts requiring high density.
Typical parts: aluminum pistons, motor end caps.
Core Process Differences:
| Process | Core process (the key steps that distinguish it from other processes) |
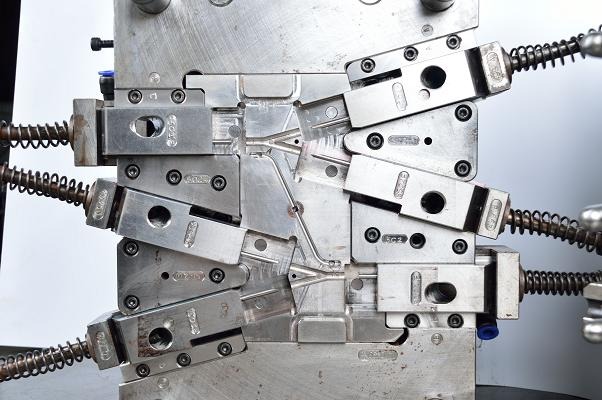
| Investment casting | Wax model making → Tree assembly → Shell making (slurry application and sand pouring) → Dewaxing → Firing → Casting |
| Permanent mold casting | Mold preheating → Mold closing → Gravity/low-pressure casting → Cooling → Mold opening and part removal |
Precision Casting Capabilities
The following data is for general reference only. The specific achievable level will depend on the DFM analysis of your drawings.
| Process | Accuracy level | Surface roughness | Minimum wall thickness | Standard weight range | Common materials |
| Investment casting | CT4-CT7 | Ra 3.2-6.3µm | 1.5-2mm | 0.05kg-50kg | Stainless steel, high-temperature alloys, titanium alloys |
| Metal mold casting | CT6-CT9 | Ra 6.3-12.5µm | 3-5mm | 0.1kg-100kg+ | Aluminum alloy, copper alloy |
One-Stop Casting and Machining Services
Precision casting has already reduced most of your machining work. However, for critical dimensions such as sealing surfaces, mating surfaces, and mounting surfaces, we offer subsequent precision machining services.
What Does This Mean For You?
- No need to find another machining factory, we can handle everything in one stop.
- Reduce machining allowance for raw materials and reduce material waste.
- One-piece casting + localized precision machining = balancing cost and precision
Surface Treatments:
Sandblasting · Polishing · Heat treatment · Surface hardening · Passivation · Electroplating / Electroless plating
| Treatment | Application | Effect Description |
| Sandblasting | Remove oxide scale, improve cleanliness | Uniform matte surface, Ra 3.2-6.3µm |
| Polishing | Decorative or non-mating surfaces | Smooth surface, Ra 0.8-1.6µm |
| Heat treatment | Improve mechanical properties | Solution, aging, annealing, normalizing, quenching + tempering, etc. |
| Surface hardening | Wear-resistant areas | Carburizing, nitriding, induction hardening |
| Passivation | Stainless steel parts | Improve corrosion resistance |
| Electroplating / electroless plating | Decorative or anti-corrosion requirements | Zinc, chrome, nickel plating, etc. |
How is Quality Guaranteed? Six steps, each with records kept.
- DFM Analysis → You’ll know which sizes are available and which require adjustments before you even place your order .
- Material inspection → Spectrometer is used to confirm the composition and ensure that the material meets the requirements.
- Process monitoring → Temperature, pressure, and time are recorded throughout the process, making it traceable.
- First piece inspection → Full-dimensional measurement with coordinate measuring machine (CMM) to confirm accuracy before mass production.
- Sampling inspection during the process → SPC control of critical dimensions to detect deviations in a timely manner.
- Outgoing inspection → Each batch comes with a material certificate and test report. Non-destructive testing can be provided upon request.
Our Testing capabilities available based on project requirements
Is Your Part Suitable for Precision Casting?
Not all parts are suitable for precision casting. We help you quickly determine the best option.
| More suitable for precision casting | Possible unsuitability |
| The materials are difficult-to-machine materials such as stainless steel and high-temperature alloys. | single piece or very small batch |
| The part has a complex structure with internal cavities, curved surfaces, and multiple features. | Accuracy requirement below IT6 |
| Batch sizes range from hundreds to thousands of pieces | Requires 100% free of internal defects |
| Accuracy requirements: IT8-IT10 level | The surface needs a mirror finish. |
| As-cast surface is acceptable | Aluminum alloys and other die-cast materials are more economical. |
Send us your drawings and we’ll provide a free evaluation.
If precision casting isn’t suitable, we’ll honestly tell you—and suggest a more suitable process.
What are the Structural Requirements for Parts in Precision Casting?
Not all structures are suitable for precision casting. A well-designed structure can improve casting quality and reduce costs. Here are some basic principles:
Wall Thickness Design
• The wall thickness should be as uniform as possible to avoid abrupt changes.
• The ratio of adjacent wall thicknesses is recommended not to exceed 2:1.
• Minimum wall thickness reference process capability table
Rounded Corner Design
• All interior and exterior angles should be rounded to avoid sharp corners.
• Typical fillet radius: R1-R3mm (adjustable according to wall thickness)
• Rounded corners facilitate metal flow and reduce the risk of hot cracking.
Avoid Unfavorable Structures
• Avoid large flat surfaces (they are prone to deformation)
• Avoid sharp corners and edges
• Consider draft angle (0.5°-3°)
Hole Design
• The minimum diameter of the casting hole in investment casting is approximately 2-3 mm.
• The depth-to-diameter ratio is usually no more than 4:1
• Smaller or deeper holes are recommended to be machined later.
Does your part structure need adjustment?
Upload your drawings, and we’ll analyze them for you.
Frequently Asked Questions—Direct Answers
Send Drawings, Get Answers in Three Steps
Supported formats include STEP, IGES, STP, and PDF etc. Drawings are strictly confidential.
We assess whether your parts are suitable for precision casting, which process is appropriate, and where potential risks may exist.
we will provide a quote, delivery date, and a description of the achievable precision and surface quality.