At present, the electrode wire EDM used in domestic fast wire cutting machine tools include molybdenum wire, tungsten wire, tungsten and molybdenum wire, etc. Due to the high tungsten wire price, molybdenum wire is mainly used for production operations. The wire conveying mechanism controls the average speed of wire conveying at about 8m/s and is installed on the machine tool wire storage drum to reciprocate and circulate. Do you know why the wire would get broken? And how to solve these problems? This article will tell you why, and I have listed five solutions to it.
Why Does The Wire Get Broken?
Due to the small diameter of the electrode wire (the minimum diameter of pure molybdenum wire can reach 0.04mm), due to the polarity effect of electrical machining during processing, while the workpiece material is eroded in a large range, the molybdenum wire itself is also lost, and the diameter will become more and more. Small, coupled with the brittleness of the molybdenum wire, it is easy to break if it is slightly stuck, especially when the thin parts are deformed or the large thickness is processed, the molybdenum wire is pinch-off and broken.

The phenomenon of wire interruption during processing affects the processing efficiency, reduces economic income, and affects the processing quality of the parts due to the different processing paths generated by the second start-up processing, which will seriously make the processed parts waste. Resulting in an increase in business costs. In this article, according to the actual operation of fast-moving domestic wire cutting machine tools, the reasons for wire breakage and the solutions are simply summarized.
Here are 5 Solutions to Solve and Prevent Wire Broken
- Select a Wire Wisely
At present, there are many kinds of electrode wires produced and sold in the domestic market, and there are many kinds of molybdenum wires. According to the characteristics of fast wire feeding speed, molybdenum wire and tungsten wire are the most suitable, and copper wire is not suitable. Due to the high price of tungsten wire and the high production cost, molybdenum wire is the first choice for the majority of users to select molybdenum wire under the permission of processing conditions. The selected molybdenum wire is of poor quality, or counterfeit inferior molybdenum wire is easy to break during use, mainly because the fake and inferior products have low tensile strength, poor stability and large loss.
After using for a period of time, the diameter of molybdenum wire will drop sharply, become thinner and smaller, stress concentration, or use large high-frequency power processing, etc., resulting in wire breakage, and the cutting accuracy is not high, resulting in an increase in the scrap rate, which affects the production of the enterprise. Therefore, it is recommended that users choose qualified products with excellent quality produced by regular manufacturers to ensure processing efficiency and product quality and improve production efficiency.
- Adjust Wire Tightness
After the molybdenum wire is installed for the first time during the use, due to the different tension of each circle wound on the wire storage drum, the tension tends to be stable after the wire conveying mechanism moves the wire back and forth. At this time, the tension of the molybdenum wire at the processing position will be relatively loose. If the molybdenum wire is put into use for the first time, the tension of the molybdenum wire in the processing area will be insufficient, which will cause stripes or washboard patterns during processing, which will affect the processing quality of the product.

The tension is kept stable to ensure the quality of product processing. After the molybdenum wire is processed and used for a period of time, due to the loss of the electrode wire itself, the wire diameter will become smaller, and the elongation of the electrode wire will make the molybdenum wire elongated, resulting in the electrode wire tension in the processing area too loose. If the wire is too loose, it will vibrate during processing, which will not only cause the molybdenum wire to jump out of the guide pulley groove and cut the guide pulley but also affect the processing quality of the parts due to the jitter of the electrode wire, so the electrode wire should be tightened after a period of use. Of course, the tighter the molybdenum wire is, the better. If it is adjusted too tightly, the stress will be concentrated during the processing of the molybdenum wire, and if it is stretched too tightly, the wire will easily break.
- Alter the Speed by Wire Transport Mechanism
The wire conveying mechanism is an important part of the fast wire cutting machine. Its main function is to drive the electrode wire to move at a certain linear speed and keep the tension of the molybdenum wire uniform in the processing area to complete the predetermined processing task. The low transmission accuracy of the wire conveying system will also affect the processing quality of the product and even break the wire. Due to the high wire speed of the wire conveying mechanism, to reduce inertia and be limited by the structure, the diameter and axial size of the wire storage cylinder should not be too large.
In order to improve the processing efficiency during processing, the auxiliary working time should be minimized to be fast. Therefore, the wire storage cylinder should reduce the moment of inertia as much as possible, and the cylinder wall should be as thin and uniform as possible. After assembly, the radial runout of the wire storage drum should be less than 0.01mm, and dynamic balance is required to maintain the accuracy of the machine tool. The motor drives the wire conveying mechanism to carry out the high-speed rotation and frequent reversing movement of the wire storage drum.
The coupling between the motor and the wire storage drum bears a large shearing moment and is easily cut off, so it is recommended to use a thicker spindle and an elastic coupling or an integral elastic coupling to improve the efficiency of the wire conveying system. Transmission accuracy. In addition, the wireframe of the wire conveying mechanism must have sufficient rigidity, and deformation and vibration cannot occur during high-speed wire conveying. There must be good insulation between the guide wheel, the wireframe and the bed to prevent the guide wheel bearing from being damaged by spark discharge. The guide pulley, conductive block, and stopper of the wireframe of the wire conveying mechanism are vulnerable parts, which often rub against the molybdenum wire to produce some fine seams, which are easy to break the molybdenum wire, so it should be checked, maintained and replaced regularly (the rectangular conductive block can be Rotating on all sides to reduce costs).
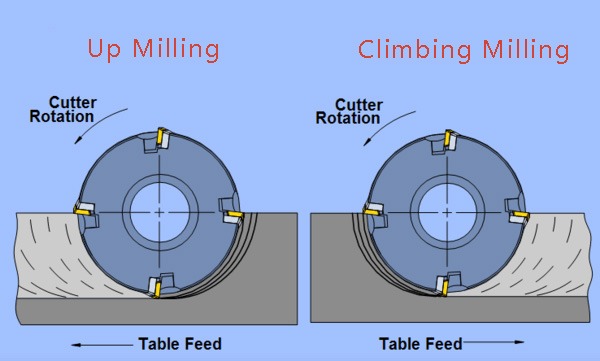
- Choose The Best Process Method for You
There are usually two types of wire cutting processing methods: open and closed. According to different processing requirements, it can be flexibly selected. Improper selection will also have a certain impact on processing. For outer contour parts that do not require high processing accuracy, open type is usually used, which is directly cut from the blank, which is simple and labour-saving. However, it is not suitable for processing thin parts because the thin parts are most likely to be deformed due to stress deformation during the cutting process, and the clamping wire will break the molybdenum wire. Therefore, the processing of thin parts must be closed cutting. The process holes are drilled from the inside of the blank for threading processing, which can avoid the influence of the broken wire caused by the stress and deformation of the workpiece on the processing quality to the greatest extent.
For processed materials that have not undergone heat treatment, it is recommended to perform low-temperature tempering before cutting to eliminate the internal stress of the processed parts. If the internal stress of the workpiece is not eliminated, the workpiece will be cracked during cutting, which will deform the processing gap and remove the molybdenum wire. Pinch off, snap off. Cutting aluminum material will wear a lot to the conductive block and will cut out narrow slits. During processing, because the narrow slits will affect the wire accuracy of the molybdenum wire, the washboard pattern will easily appear, which will seriously affect the quality of the parts. Therefore, when cutting aluminum, the conductive block should be replaced frequently. Since the working fluid for cutting aluminum also contains many aluminum corrosion products, which affects the processing, the working fluid after cutting aluminum should also be reconfigured and replaced.
- Learn Well About The Wanted Electrical Parameters
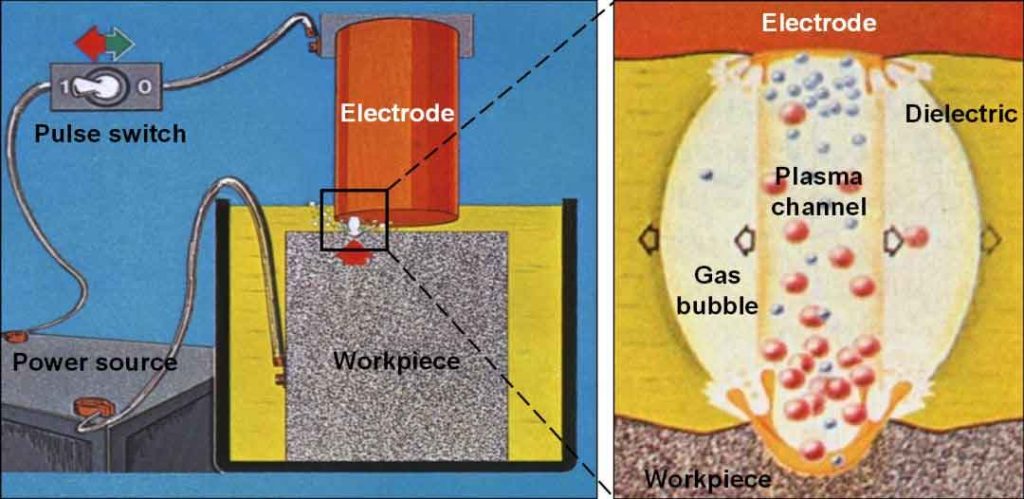
If the electrical parameters used in wire cutting are improper, the wire will also break because the wire cutting process uses pulse current, which is a wandering discharge. The ratio of the pulse width and pulse interval of the discharge machining must be 1:2-6. It is not scientific enough to exceed this range. If the ratio is too small to meet the discharge time of the electro-corrosion products, continuous discharge or arc discharge at the same position will cause wire breakage. If the ratio is too large, the chip removal time will be too long. The speed is slow, which affects the processing efficiency.
Therefore, wire cutting generally selects reasonable electrical parameters according to the thickness of the workpiece, selects smaller pulse parameters for thin workpieces, and selects higher-level electrical parameters as the thickness of the workpiece increases. In actual operation, it is also necessary to observe whether the pointer of the voltmeter and ammeter is stable. If it is unstable, adjust the pulse interval appropriately according to the processing conditions until the pointer indicates stability. If it still does not work, check whether the frequency conversion tracking speed is too tight and adjust it appropriately.
Conclusion
Due to different factors such as equipment quality, working environment and processing conditions, there are many broken wires of molybdenum wire in fast wire cutting machine tools. This article briefly analyzes the common causes of wire breaking in high-speed wire cutting machine tools and provides reference solutions. There are still many reasons for broken wires in the actual work process due to process methods and processing materials, which need to be continuously summarized and improved in the production process.