In modern precision manufacturing, engineers and procurement specialists kind of run into the same issue again and again: how do you crank out highly intricate metal components at scale, but still keep exceptional strength and really tight tolerances? The answer, almost always, ends up pointing toward die casting. It is one of the most widely used mass-production metal manufacturing processes on the planet, and it basically connects intricate design freedom with commercial viability. You see it in structural automotive housings, and also in ultra-lightweight aerospace components, even consumer electronics. So yes, it is one of the things that keeps global supply chains moving. Whether you are shaping a new product or you’re comparing casting with machining, this guide walks through what engineers and buyers need, so you can optimize your custom manufacturing approach.
What is Die Casting?
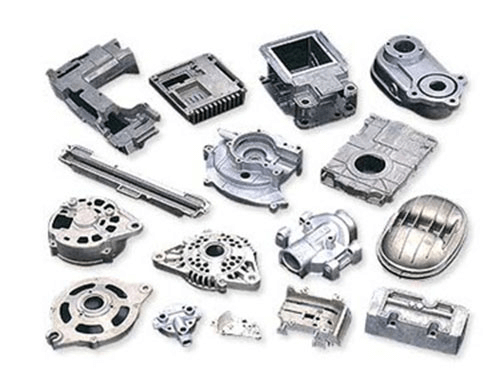
Die casting is a high-pressure metal casting process in which molten non-ferrous metal alloys—predominantly aluminum, zinc, or magnesium—are injected under extreme force into a hardened tool steel mold cavity (die). It enables manufacturers to produce complex metal parts with high dimensional accuracy, exceptional surface finishes, and unparalleled production efficiency.
How Does the Die Casting Process Work?
The die casting process relies on high pressure to force molten metal into complex cavities at lightning speed. This high-velocity injection prevents the metal from solidifying before every micro-feature of the mold is filled. The fundamental process follows a structured sequence:
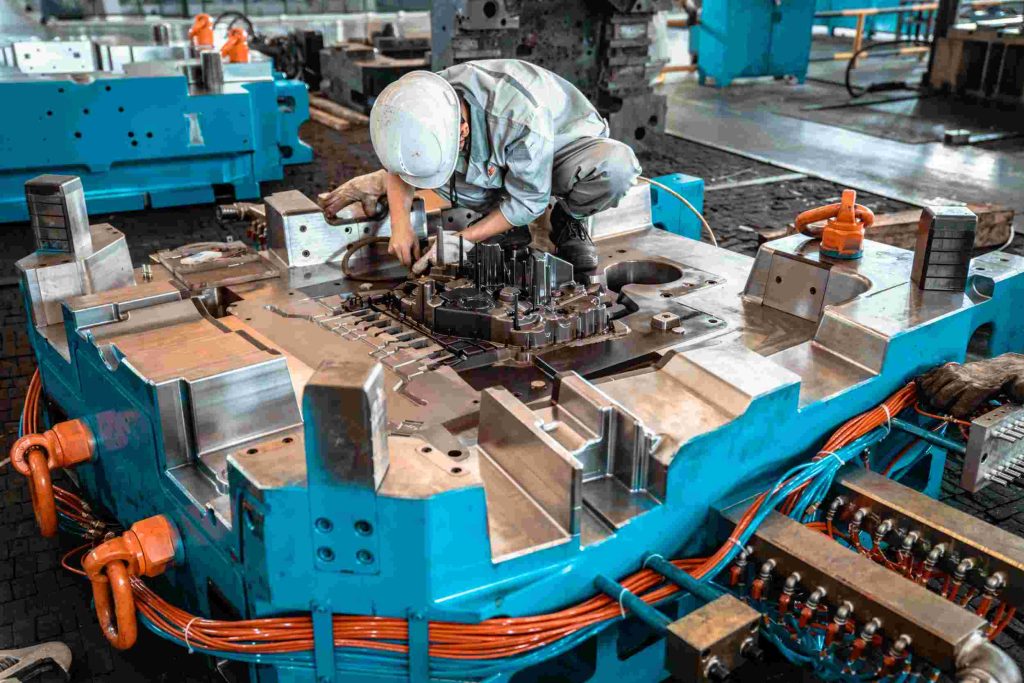
1. Mold design and tooling: Two halves of a steel die, the cover die and the ejector die, are machined with precision CNC machining.
2. Die preparation: The internal cavity is coated with a heat-resistant lubricant, which helps manage temperature and also supports a clean release of the part.
3. Clamping: The mold halves close, then they’re locked together under extreme hydraulic force, so nothing shifts.
4. Injection: Molten metal is forced into the mold using high-pressure die casting settings, often anywhere from 10 up to 175 MPa, depending on the part.
5. Cooling and solidification: The clamping pressure stays on until the injected metal solidifies fully and becomes stable.
6. Ejection: Once it’s set, the mold opens, and ejector pins push the formed casting out from the ejector side.
7. Trimming and post processing: Any extra metal, from runners, gates, and flash, gets removed by a trim die, or it’s finished using secondary CNC operations.

Typical Process Parameters
| Typical Process Parameter | Standard Value Range | Engineering Significance |
| Injection Pressure | 10 – 175 MPa (1,450 – 25,380 psi) | Ensures complete mold fill, especially for thin walls. |
| Mold Temperature | 150°C – 350°C (300°F – 660°F) | Prevents premature freezing of molten metal. |
| Melt Temperature | 380°C (Zinc) – 700°C (Aluminum) | Varies significantly based on the liquidus state of the alloy. |
| Cycle Time | 2 seconds – 60 seconds per shot | Allows high throughput compared to other casting processes. |
| Casting Weight Range | 30 g – 35 kg (0.06 lbs – 77 lbs) | Determines the hydraulic tonnage requirement of the machine. |
Main Types of Die Casting
Industrial die casting is split into several distinct categories depending on the melting point of the alloy and structural density requirements. Understanding these methods is vital to selecting the right manufacturing setup.
1. Hot Chamber Die Casting
In hot chamber die casting, the injection mechanism is submerged directly inside the pot of molten metal. This ‘gooseneck’ setup allows for rapid cycle times.
- Best Suited For: Low-melting-point alloys such as zinc die casting, tin, and some magnesium alloys.
- Key Advantages: High cycle speeds (up to 15 shots/minute), excellent automation potential, minimal metal oxidization.
- Limitations: High-melting-point alloys (like aluminum) will chemically attack and dissolve the submerged iron components.
2. Cold Chamber Die Casting
To process alloys with higher melting points, cold chamber machines utilize an external melting furnace. A precise portion of molten alloy is ladled into a cold injection chamber and pushed into the die by a hydraulic plunger.
- Best Suited For: Aluminum die casting, copper alloys (brass), and high-aluminum zinc formulations.
- Key Advantages: Can process high-melting-point materials with excellent structural strength.
- Limitations: Longer cycle times due to the external transfer of molten metal; increased risk of oxidization.
3. Specialized Variations: Vacuum & Squeeze Casting
- Vacuum Die Casting: It sets up a vacuum inside the mold cavity right before the metal injection, so any trapped air just isn’t there. This really cuts down on porosity, so the parts can then be heat-treated and even welded.
- Squeeze Casting: Molten metal gets introduced at low speeds, then it cools while being forced to solidify under immense pressure. In a way, it blends the rapid process of die casting with the dense grain refined layout you usually see in a forging.
| Casting Method | Best Material Match | Dimensional Accuracy | Production Speed | Relative Tooling Cost | Typical Products |
| Hot Chamber | Zinc (Zamak) & Magnesium | Excellent (±0.05mm) | Very High | Moderate to High | Connectors, gears, lock parts |
| Cold Chamber | Aluminum Alloys | Good (±0.1mm) | High | High | Engine blocks, gearboxes |
| Vacuum Casting | Structural Aluminum | Excellent | Moderate | Very High | EV chassis, suspension mounts |
| Squeeze Casting | Heavy-Duty Aluminum | Moderate | Slow to Moderate | Extremely High | Heavy duty pistons, brackets |
What Materials Can Be Used in Die Casting?
The choice of alloy dictates mechanical properties, structural longevity, and production cost.
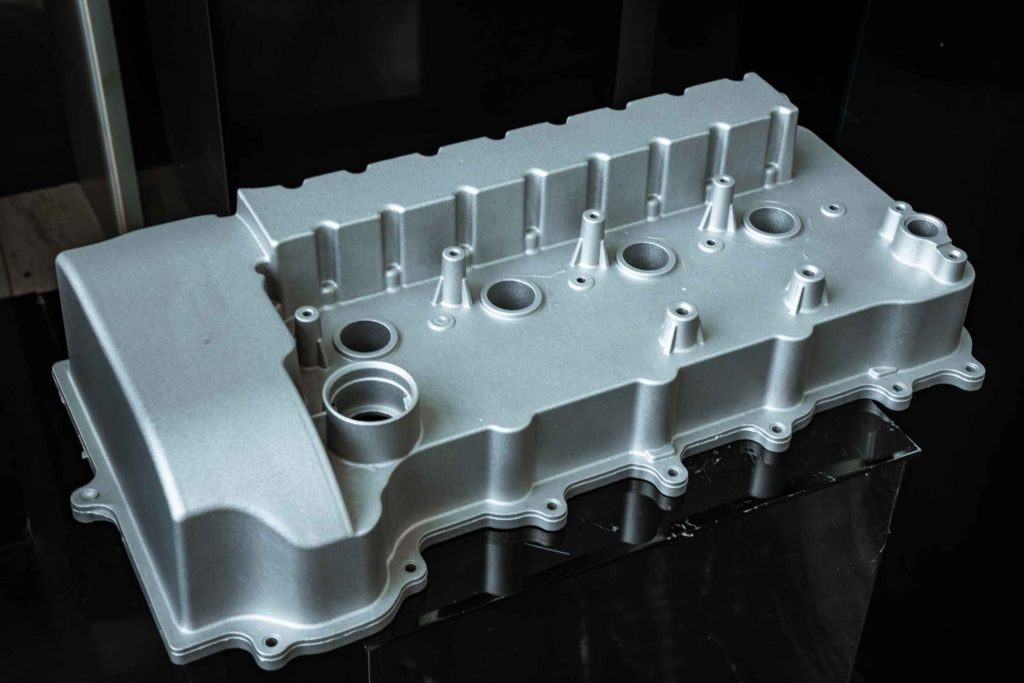
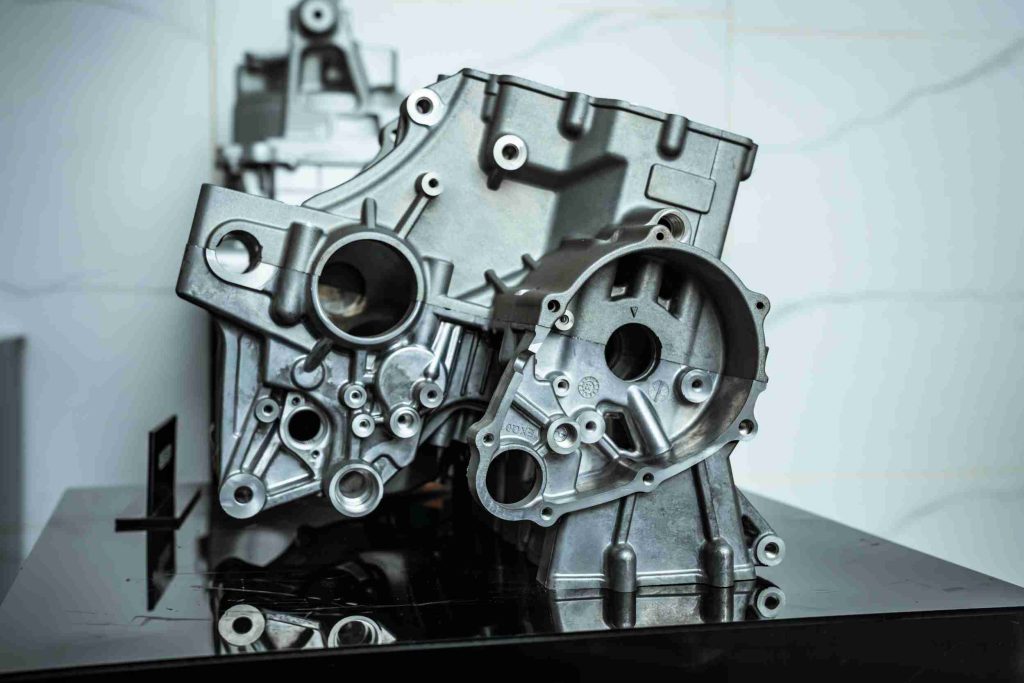
- Aluminum Die Casting: Aluminum alloys (e.g., A380, ADC12) are light, structurally sound, and corrosion-resistant. They are widely used for thin-walled engine parts, electronic heatsinks, and automotive structural components.
- Zinc Die Casting: Zinc alloys (e.g., Zamak 3, Zamak 5) exhibit outstanding ductility, high impact strength, and can be cast with extremely thin walls. Zinc’s low melting point prolongs mold life by up to 10x compared to aluminum.
- Magnesium Die Casting: Magnesium (e.g., AZ91D) is the lightest structural metal available, boasting excellent strength-to-weight ratios and EMI/RFI shielding, making it ideal for laptop bodies and aerospace structures.
- Copper Alloys (Brass): Offering high wear resistance and mechanical properties close to steel, brass is used for fluid-handling components and electrical terminals despite its high processing temperature.
| Material | Tensile Strength | Density | Corrosion Resistance | Tooling Life (Shots) | Primary Industry |
| Aluminum (A380) | 310 MPa | 2.7 g/cm³ | High | 100,000 | Automotive, Telecom |
| Zinc (Zamak 3) | 283 MPa | 6.6 g/cm³ | Moderate | 1,000,000+ | Consumer Hardware, Toys |
| Magnesium (AZ91D) | 230 MPa | 1.8 g/cm³ | Low to Moderate | 250,000 | Aerospace, Electronics |
| Brass (C85800) | 380 MPa | 8.5 g/cm³ | Outstanding | 10,000 | Marine, Hydraulics |
Why Is Die Casting So Popular?
For high-volume production, die casting offers unmatched structural advantages:
- Exceptional Dimensional Precision: Achieves tight tolerances, reducing the need for post-processing.
- Intricate Geometry and Thin Walls: Aluminum can be cast down to 0.89mm, and Zinc down to 0.63mm.
- Exceptional Surface Finishes: Parts display smooth surfaces (1.0 to 2.5 µm Ra), perfect for plating or powder coating.
- Incredible Scale Economy: Once the tool is built, the cost-per-part is drastically lower than subtractive methods.
Engineer’s Insight: “In the transition to Electric Vehicles (EVs), mega-casting or integrated die casting has revolutionized vehicle architecture. By casting massive, single-piece rear underbodies rather than assembling 70+ stamped and welded sheet-metal components, automakers reduce vehicle weight by over 10%, decrease factory footprints, and greatly enhance structural rigidity.”
Limitations of Die Casting
Despite its benefits, die casting has clear constraints:
- High Initial Tooling Cost: The design and hardening of H13 steel moulds is a significant capital expense ($15,000 to $100,000+).
- Inherent Porosity Problems: Fast turbulent filling traps air, which forms internal micro-voids that are not suitable for heat treating or welding.
- Not viable for low volumes: Low volume runs (e.g. < 1,000 parts) are not cost-effective in most cases.
Die casting vs CNC machining is a key design trade-off when working with small batches, functional prototypes, or tight precision requirements.
Die Casting vs. CNC Machining
Understanding when to utilize subtractive CNC machining versus high-pressure custom die casting parts is critical for cost-efficiency.
| Feature Comparison | High Pressure Die Casting | Precision CNC Machining |
| Economic Batch Size | High Volume (>2,000+ units) | Low to Medium (1 – 1,000 units) |
| Part Complexity Limit | Limited by mold draft angles and release | Highly flexible; 5-axis milling removes constraints |
| Lead Time (Initial) | 4 – 8 weeks (for tool building) | 1 – 5 days (direct from CAD) |
| Material Waste | Low (Sprues and runners are re-melted) | High (Subtractive swarf is scrap) |
| Tolerance Limits | ±0.1 mm to ±0.05 mm | ±0.005 mm (Extreme precision) |
| Tooling Investment | High initial investment | Zero mold tooling required |
| Decision Matrix: Which One Should You Choose? Choose CNC Machining if: You are in the prototype manufacturing phase, require tolerances under ±0.02mm, or need low-volume production. Choose Die Casting if: You require high production runs (>1,000 parts), thin-walled lightweight parts, and want to minimize part cost. Hybrid Approach: Many complex parts use a hybrid workflow: they are high-pressure cast to near-net shape, and then finished using secondary CNC milling and CNC turning. | ||
Design Guidelines for Die Casting Parts
Engineers need to follow certain rules to ensure that a casting is cleanly ejected from the die, free of defects or premature tool wear:
- Draft Angle: Always use a draft angle of at least 0.5° to 2.0°, depending on the alloy, to enable parts to release without scratching the mould.
- Uniform wall thickness: Keep the wall thickness uniform. The non-uniform sections contract at different rates with heavy thermal cracking and shrinkage defects.
- Fillets & Radii: Round all internal and external sharp corners. Fillets prevent stress concentration and assist the flow of molten metal.
- Ribs & Bosses: Instead of increasing wall thickness, use thin-walled ribs to reinforce structures and support mounting bosses.

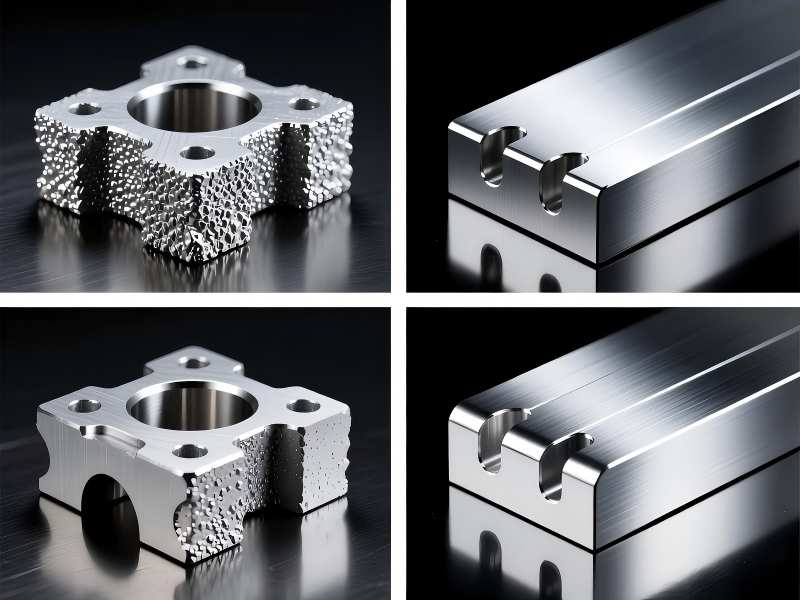
Common Defects in Die Casting & How to Prevent Them
In modern casting facilities, rigorous inspection regimes protect against common physical flaws:
| Defect Type | Primary Cause | Proven Preventive Solution |
| Porosity | Trapped air or gas within the cast body. | Optimize gate location, lower injection speeds, or apply vacuum systems. |
| Cold Shut | Discontinuities where flow fronts fail to fuse due to premature cooling. | Increase mold and melt temperatures; optimize flow path. |
| Flash | Excess thin sheets of metal squeezed out at the parting line. | Increase clamping force; rebuild worn mold tooling. |
| Shrinkage | Internal cavities caused by contraction during cooling. | Maintain uniform wall thickness; utilize squeeze casting techniques. |
Choosing JTR Machine as Your Trusted Die Casting Partner
A successful casting project requires a manufacturing partner who can handle tooling design, casting, and precision finishing under one roof. JTR Machine is an ISO-certified, premier die casting manufacturer with decades of experience in high-pressure casting, mold design, and secondary precision machining.
By combining advanced casting presses with extensive aluminum machining capabilities, JTR Machine supports your product journey from rapid CNC machining prototypes all the way to high-volume mass production. Connect with our engineering support team today to receive a detailed Design for Manufacturing (DFM) analysis and an instant quote on your next project.