If you have ever asked for an estimate for plastic injection molds and experience sticker shock, you’re not alone. Injection molds can range from less than $10,000 to well over $100,000 depending on part complexity, production volume and design requirements.
This range is not arbitrary. A mold is a precision device that can withstand thousands of PSI of pressure, tremendous heat, and hundreds of thousands of cycles—all while holding tolerances in the thousandths of an inch. This guide explains what you’re really paying for, and more crucially how you can manage and cut those costs.

What Actually Affects Injection Mold Costs?
Before we address concrete factors, it is vital to understand what constitutes a mold besides raw material. Besides the raw metal block, the mold itself comprises cooling channels, ejection systems, venting, alignment features and often mechanical components such as slides and lifters. Every part adds design time, machine time and material expense.
Complexity and Accuracy of Mold Design
The more complicated the part, the more complex and expensive the mold. Undercuts, internal threads and snap fittings all require additional mechanisms. Undercuts by itself might add 20-30% to total mold cost.
This is why DFM (Design for Manufacturability) analysis is so useful before cutting steel. Design changes in the CAD phase cost engineering hours. The identical alteration after the steel is cut can require a mold rebuild.
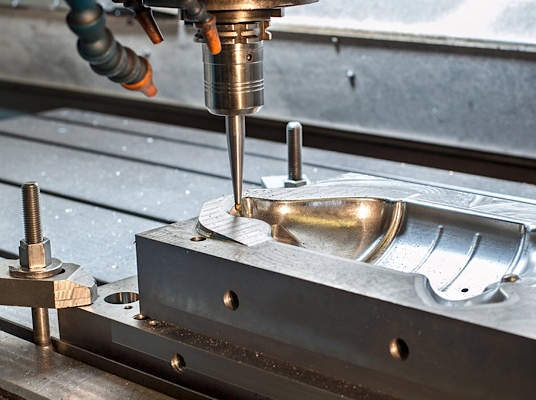
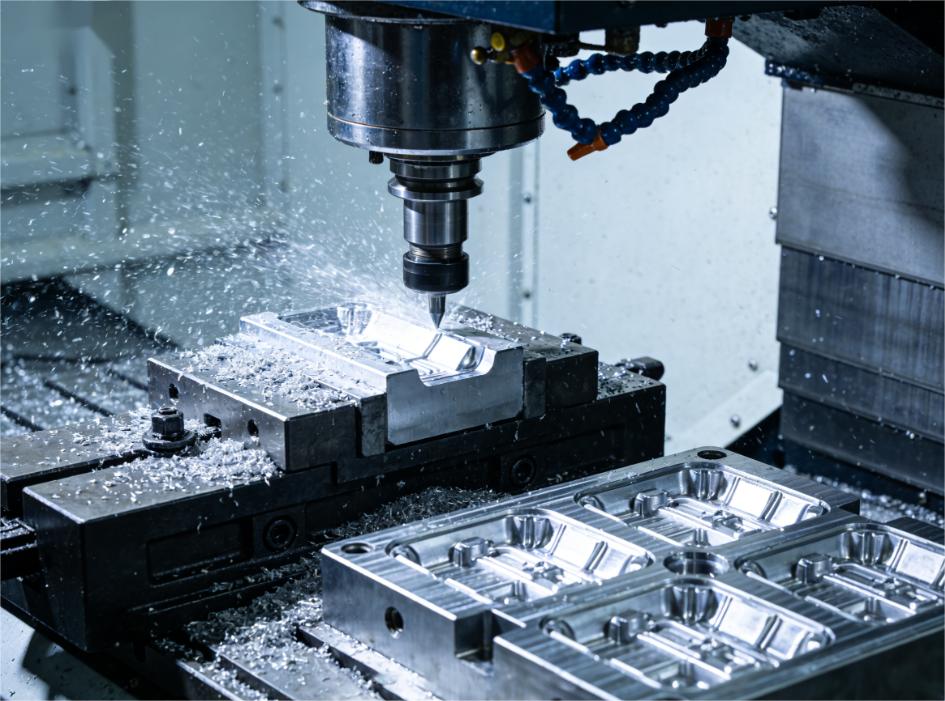
Highly Skilled Labor & Advanced Manufacturing (CNC & EDM)
5-axis CNC handles primary cavity geometry, but it has physical limits. EDM (Electrical Discharge Machining) is necessary for deep ribs, sharp internal corners and fine detail. This is a long and careful operation in which a special electrode is used to burn away hardened steel using electric sparks. Wire EDM is used to make exact profiles for slides and inserts. Skilled personnel hand-polish cavity surfaces to cosmetic or functional spec after milling.
And, add CAD/CAM programming, mold construction and fitting, and trial-shot testing. That’s why labour is a considerable part of the total mold cost.
Material Selection for Tools
Your manufacturing volume will determine the optimum mold material. Buying too much up front is a waste of cash. Buying too little costs more down the line. Here is a quick comparison of the most common tooling materials:
Comparison Table
| Tooling Material | Upfront Cost | Machining | Expected Lifespan (Shots) | Best For |
| Aluminum | Low | Easy/ Fast | From several thousand to tens of thousands | Prototyping, low-volume |
| Pre-hardened Steel (P20) | Medium-High | Moderate | Hundreds of thousands | Mid-volume production |
| Hardened Steel (H13) | Very High | Hard / Slow (EDM) | Millions+ | High-volume, abrasive resins |
Number of Cavities and Production Volume
Cost per part is higher but upfront cost is lower for a single cavity mold. Building multi-cavity molds costs more upfront, but they have a huge impact on cost per part at scale. As production volume goes up, multi-cavity molds become much more cost effective.
The Hidden Costs You Can’t Ignore
Once the steel is cut, design changes are costly and sometimes hard to correct without rebuilding the tool completely. And the defects caused by DFM misses, such as flash, sink marks and warpage are the traditional indicators of issues that could have been recognised earlier. A true downside of injection molding is that rectifying faults in production is nearly always more expensive than preventing them in the first place.
Practical Tips for Cutting Injection mold Costs
The good news is that many of these cost drivers can be optimized early in the design process.
- Remove undercuts and simplify geometry. Redesign elements to cleanly pull along the mold’s draw direction wherever possible. Each undercut saves 20-30% on that mechanism.
- Optimize wall thickness and draft angles. The uniform wall thickness (usually 0.5-4mm) eliminates sink marks and warpage. Even 1-2°of airflow on internal walls enables parts to release smoothly and extends tool life.
- Match your volume to mold material. Use aluminium tooling for prototypes and early validation. Only invest in P20 or H13 once you have validated your design and production volume.
- Do a DFM analysis before steel cutting. Gate placement, ejection conflicts, weld line positions are all inexpensive to fix in CAD, expensive to fix in steel. So DFM Analysis is always the largest pre-production ROI investment.
How JTR Helps You Get the Right Mold at the Right Price?
The right manufacturing partner can make a big difference for both upfront tooling costs and long-term ROI. At JTR Machine, we use DFM analysis, precision machining and manufacturing experience to help customers minimise excessive expenses from the start.
As an experienced manufacturer of injection molding, JTR has passed the ISO9001:2008 and TS16949 quality system certification in 2015 and obtained the IATF quality system transition audit certification in 2017. The factory has more than 70 precision CNC processing equipment of various types to ensure the best quality of products. Here’s an overview of what JTR offers:
Injection Molding Capabilities Table
| Service | Details |
| Lead Time | 1-4 weeks |
| Materials | Most thermoplastics and some metals (such as aluminum and steel) |
| Machines Available | Excellent performance and low scrap rate |
| Injection Molding Range | Thermoplastic injection tooling including insert and overmolding capabilities |
| Mold Cavity Tolerances | +/- 0.0127cm ( +/- 0.05 inches) |
| Mold Life | guaranteed for at least 2,000 shots |
When you upload a file to JTR you get more than just a pricing. You get a manufacturing analysis that allows you to compare tooling and per-part costs across different volume scenarios. A DFM review delivers the most value when it’s done before any steel is committed.
Next Steps
While injection molds require a significant upfront investment, the right design decisions and manufacturing partner can go a long way toward boosting your ROI.
If you are developing a new project, JTR Machine can assist you review your design, optimise tooling strategy and cut down on unnecessary expenditures before production begins. If you have any project requirements, please feel free to contact us.
FAQs
Q1: How much do injection molds cost?
A1: Injection molding costs can range from under $10,000 to $100,000 or more, depending on factors such as order quantity and part complexity. The only way to get an accurate number is to submit your design for a DFM review and quote.
Q2: What is the typical lifespan of an injection mold?
A2: JTR promises at least 2,000 shots (scales up depending on selected tooling material). Exact lifetime relies on the quality of the mold maintenance and the materials used.
Q3: How long does it take to complete the injection molding process?
A3: It normally takes several weeks to a few months. JTR’s typical lead time is 1-4 weeks depending on mold complexity and manufacturing volume.