Walk into any bike meet or scroll through Instagram — billet triple clamps, CNC foot pegs, and custom levers are everywhere. But is CNC aluminum truly better than cast or forged? Or just Instagram hype?
Here is the reality: no single process is “the best.” The right choice depends on your volume, budget, and performance goals.
And the stakes are real. The global motorcycle modification market hit $1.95 billion in 2026 and is projected to reach $4.24 billion by 2035 — nearly 9% annual growth. That is a lot of riders and builders looking for better parts.
In this article, we will break down cast vs forged vs CNC billet motorcycle parts in plain, help you know exactly which process fits your project.

How Each Process Works
Before we compare them, let us quickly understand how each method actually produces a motorcycle part.
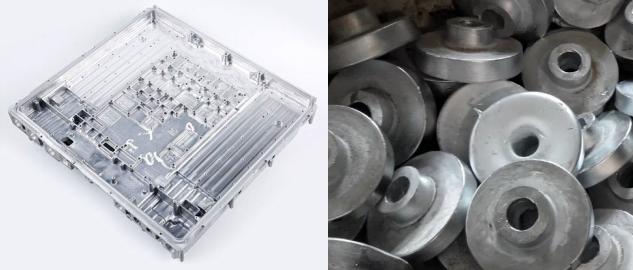
Casting — Pouring Metal into a Mold
Casting is the oldest and most straightforward method. You melt metal into a liquid, pour it into a mold, and let it solidify. Once cooled, you pop the part out.
There are different types of casting. Die casting forces molten metal into a steel mold under high pressure. Gravity casting simply lets gravity do the work. Low-pressure casting uses controlled pressure to fill the mold more evenly.
For motorcycle parts, you will typically see casting used for engine cases, stock wheels, brake calipers on entry-level bikes, and various brackets and covers. The reason is simple: once the mold is made, you can produce thousands of identical parts quickly and cheaply.

Forging — Shaping Metal Under Extreme Pressure
Forging is a completely different animal. Instead of melting the metal, you heat a solid billet until it becomes soft and pliable — think of it like hot taffy — then you smash it between two dies under enormous pressure. The metal flows and fills the die cavity, and the grain structure of the material actually bends and aligns with the shape of the part.
This grain flow is the secret sauce of forging. When the metal crystals align along the contours of the part, the component becomes significantly stronger in the directions that matter most. Plus, the high pressure eliminates any internal voids or porosity that might exist in the raw material.
Forging requires expensive tooling, and the upfront cost can be steep. But for components that endure extreme stress — think connecting rods, crankshafts, racing wheels, and high-end calipers — the strength payoff is often worth the investment.
JTR Machine offers comprehensive forging capabilities, with computer-controlled hydraulic presses capable of producing up to 6,000 pounds of individual forgings. Their forging techniques include seamless rolled ring forging, open die forging, and press forging, supporting a wide range of materials from stainless steel and carbon steel to alloy steel and brass. As a global OEM supplier, JTR also operates over 40 advanced CNC centers and holds ISO 9001 certification, ensuring that forged parts receive precision finishing to meet exact specifications.

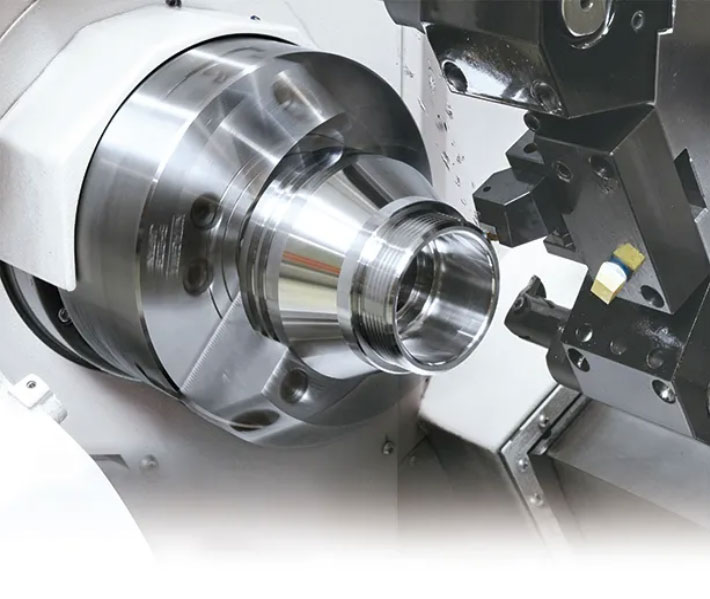
CNC Billet — Carving from Solid Block
CNC machining takes yet another approach. You start with a solid block of material — usually an extruded or rolled plate or bar that has already been processed through rigorous metallurgical controls — and then a computer-controlled machine carves away everything that is not part of the final shape.
Think of it like sculpting from a block of marble, except the “chisel” is a spinning carbide tool moving with micron-level precision.
Because the raw material is already dense and free of internal defects, the finished part inherits those same qualities. No porosity, no voids, no weak spots.
The trade-off? Material waste. You might start with a 10-pound block and end up with a 2-pound part. The rest becomes chips. That is why billet parts generally cost more per unit than castings at high volumes.
But here is the upside. CNC machining requires no hard tooling. If you want to change the design, you simply update the CAD file. This makes CNC the perfect choice for small batches, prototypes, and custom one-off parts where design iteration is frequent.
JTR Machine specializes in precision CNC machining services, working with materials like aluminum 6061, brass, POM, PET, epoxy, and carbon fiber. Their capabilities include CNC turning, CNC milling, and combination turning-milling operations, with surface finishing options such as anodizing, sandblasting, and laser marking. Whether you need a single prototype or a production run, JTR’s ISO 9001-certified facility ensures consistent quality.

Head-to-Head Comparison
Now let us put all three processes side by side. Here is a quick-reference table to help you see the differences at a glance.
| Feature | Casting | Forging (+ finishing) | CNC Billet |
| Tensile Strength | Low–medium (150–350 MPa) | High (400–600+ MPa) | Medium–high (varies by stock, 300–550 MPa) |
| Fatigue Resistance | Low (porosity creates crack initiation sites) | Highest (continuous grain flow) | High (no internal voids) |
| Internal Defects | Prone to porosity and shrinkage voids | None | None |
| Design Flexibility | Mold-limited; changes require new tooling | Moderate (shape constrained by die) | Extremely high (any CAD design) |
| Minimum Order Quantity (MOQ) | High (500–5,000+ pcs) | Medium–high (200–2,000+ pcs) | Low (1 pc up to production runs) |
| Unit Cost (Low Volume) | Very high (tooling amortization) | Very high (die + finishing) | Low–medium (no tooling) |
| Unit Cost (High Volume) | Very low | Low–medium | High (material + cycle time) |
| Lead Time (Prototype) | 30–60 days (tooling required) | 30–60 days (tooling required) | 7–15 days |
| Surface Finish | Moderate; may require secondary work | Good; usually requires CNC finishing | Excellent; ready for anodizing |
Note: Values are typical ranges and vary by specific alloy and process parameters.

Let me add a few important notes to this table.
On tensile strength: Forged components typically offer the highest tensile strength due to their aligned grain structure. One source notes that forged materials can provide 10–20% higher tensile strength than equivalent cast grades.
On fatigue resistance: This is where the differences really matter. Porosity in castings acts as a natural crack initiation site under cyclic loading. For safety-critical motorcycle parts like triple clamps, brake calipers, and foot pegs, this can be a real concern. A more accurate statement, as industry experts point out, is that forging gives the part higher fatigue strength, smaller variance in lifespan, and more predictable failure compared to billet. Billet still performs very well — far better than casting — but for the absolute highest fatigue demands, forging has an edge.
On cost: Do not automatically assume CNC is “expensive.” For small quantities under 200 pieces, CNC can actually be cheaper than casting because you avoid the upfront tooling cost. A typical casting mold might run $5,000 to $20,000 or more. Spread that over 100 parts, and each part carries $50 to $200 in tooling cost alone. CNC has zero tooling cost. So for prototypes and small-batch production, CNC is often the most economical choice.

When to Use Each Process
Alright, let us get practical. Here is how to choose based on your actual situation.
Go with Casting When…
- You need high volumes — think 5,000+ parts per year
- The part geometry is complex with internal cavities or thin walls
- Cost is your primary constraint
- The part does not bear extreme structural loads
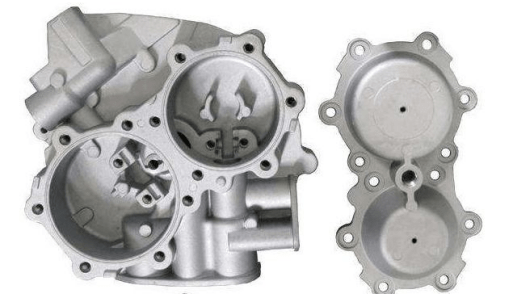
Typical motorcycle parts best suited for casting: engine cases and covers, stock OEM wheels, non-structural brackets and housings, and entry-level brake calipers.
A great example is engine cylinder blocks. You simply cannot forge a hollow water-jacketed cylinder block. The internal cooling passages and complex geometry make casting the only viable option.
Go with Forging (+ CNC finishing) When…
- The part experiences high cyclic loads and fatigue is a real concern
- You need maximum strength-to-weight ratio
- Production volume is medium to high (200–2,000+ pieces)
- You are willing to invest in tooling for long-term production
Typical motorcycle parts best suited for forging: connecting rods, crankshafts, racing wheels, high-end brake calipers, suspension components, and triple clamps.
Wiseco, a well-known performance parts manufacturer, states that their forged clutch components are lighter and have increased mechanical properties, resulting in higher strength, ductility, and resistance to impact and fatigue compared to castings or billet parts.
Go with CNC Billet When…
- You need prototypes or small batches (1–200 pieces)
- The design is still iterating and may change
- You want premium aesthetics and perfect surface finish
- You need fast turnaround (7–15 days for samples)
- You want to build a custom brand with unique designs
Typical motorcycle parts best suited for CNC billet: aftermarket foot pegs and levers, billet triple clamps, brake and clutch reservoirs, custom handlebar risers, oil filler caps, and any small-batch custom components.
CNC billet also gives you something that casting and forging cannot — branding flexibility. You can engrave your logo, add serial numbers, and choose custom anodized colors. For small brands trying to stand out, that visual identity is pure gold.
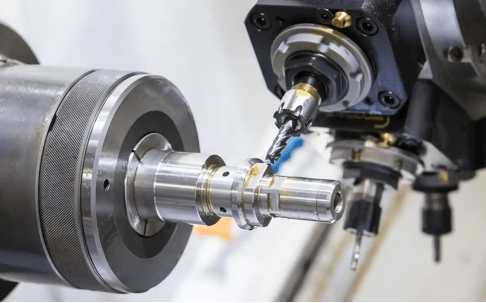
Hybrid Approach: Forged + CNC Finished
One point worth emphasizing: forging and CNC are not mutually exclusive. In fact, many of the highest-quality motorcycle parts are forged first, then CNC-finished.
Here is why that combination works so well. The forging process creates a near-net shape with optimal grain flow and eliminates internal defects. Then CNC machining adds the precision — drilling accurate mounting holes, machining flat mating surfaces, threading, and adding aesthetic details.
This hybrid approach gives you the strength of forging and the precision of CNC. It is more expensive than casting but cheaper than machining a billet part from scratch because you start with less material to remove. For racing-grade components, this is often the sweet spot.

Common Misconceptions
Before we wrap up, let me clear up a few myths that keep floating around.
Misconception 1: “CNC billet is always the strongest.”
Not necessarily. The strength of a CNC billet part depends entirely on the starting material. If you machine from a standard 6061 aluminum plate, you get 6061 properties. A forged 7075 part will generally have higher tensile and fatigue strength. A more accurate statement is that billet parts are free of internal defects, which gives them excellent and predictable fatigue performance. But raw strength depends on the alloy and its prior processing.
Misconception 2: “Casting is garbage.”
Definitely not. Casting has come a long way. Advanced processes like semi-solid casting, low-pressure casting, and improved simulation tools have significantly reduced porosity issues. Modern cast aluminum chassis components, for example, have fatigue performance that was simply not possible a decade ago. Casting is still the most economical way to produce complex shapes at scale. The key is matching the right casting process to the application.
Misconception 3: “Forging does not need CNC finishing.”
Almost never true. Most forged parts come out of the die as near-net shapes, but they still require CNC machining for critical features — mounting holes need precise locations, mating surfaces need flatness, and threads need accurate cutting. Even a forged connecting rod gets its big-end and small-end bores machined after forging. So when you see a “forged part,” it almost certainly went through CNC finishing as well.
Misconception 4: “CNC is only for rich people with small batches.”
This one is outdated thinking. As mentioned earlier, for quantities under 200 pieces, CNC can actually be cheaper than casting when you factor in tooling costs. Plus, you carry zero inventory risk because you can make exactly what you need when you need it. Many smart small-batch manufacturers start with CNC, prove their product in the market, and only move to casting or forging when volumes justify the tooling investment.
Conclusion
So here is the bottom line. There is no single “best” process for manufacturing motorcycle parts. The right choice depends on your volume, your budget, your timeline, and your performance requirements.
- Casting wins on cost and complexity at high volumes. Use it for engine cases, covers, and non-structural components.
- Forging wins on fatigue strength and impact resistance. Use it for connecting rods, cranks, racing wheels, and anything that takes serious abuse.
- CNC billet wins on flexibility, speed, and aesthetics. Use it for prototypes, small batches, custom parts, and building a premium brand identity.
And do not forget the hybrid approach. Forged plus CNC finished often gives you the best of both worlds — the strength of forging and the precision of CNC.
Here is the question you need to ask yourself: What am I actually building, and how many of them do I need to make?
Answer that honestly, and the right process will become obvious.
Ready to turn your design into reality? Whether you need a single prototype or a full production run, JTR Machine is here to help. With over a decade of experience, 40+ advanced CNC centers, and ISO 9001 certification, we deliver precision parts that meet your exact specifications.
Upload your CAD file for a free DFM review and quote — or simply reach out to discuss your project. We respond within 24 hours.