CNC machining depends on G-code, which provides machine tools with movement and operational instructions. For precision manufacturing providers like JTR Machine, G-code serves as the technical language that connects digital design with physical production. The process of creating effective G-code does not follow a standard method that applies to all situations. The particular spindle speed RPM commands and CNC feed rate instructions require modification according to the material’s physical and chemical attributes. The system will experience tool failure, together with poor surface quality and workpiece damage, when the code fails to include these variables.
Understanding the Basics: G-Code S and F Commands
The S command and the F command function as basic operational requirements that need to be fulfilled throughout G-code programming work. The S command establishes spindle speed, which operators measure in revolutions per minute (RPM). The value establishes the rotation speed of the cutting tool. The F command establishes the feed rate, which determines how fast the tool moves through the material.
The relationship between these two values defines the chip load per tooth, which is the thickness of the material removed by each cutting edge of the tool during a single revolution. Proper handling of chip load maintenance stands as a critical requirement. The tool will create friction with the material when the feed rate falls below the required level for spindle speed. Excessive feed rate leads to physical force, which can break the cutting tool.
Case Study 1: Machining 6061 Aluminum
The material 6061 aluminum is widely used in CNC machining because it combines high strength with light weight, and it provides protection against corrosion. The programming field defines aluminum as a soft non-ferrous metal because it exhibits high thermal conductivity. The characteristics of the material enable engineers to determine CNC speeds and feeds through specific testing methods.
Programmers working with 6061 aluminum G-code normally select high spindle speeds together with high feed rates. The material allows the machine to work at maximum capacity because it dissipates heat rapidly while remaining easy to cut. The common approach requires operators to reach high surface meters per minute (SFM), which results in elevated RPM through the G-code S command.
Aluminum develops a built-up edge (BUE) problem because it tends to adhere to cutting tools. The G-code needs to maintain a steady, fast feed rate because this method helps the system to remove heat through the movement of chips. Aluminum machining operations generally prefer large chip loads because this method helps remove heat through discarded metal, instead of resulting in thermal buildup inside the tool or the workpiece.

Case Study 2: Machining 304 Stainless Steel
Aluminum presents one set of challenges, while stainless steel 304 presents a different set of challenges. It is a ferrous metal that exhibits toughness together with the property of work-hardening. The tool process leads to work-hardening because the material becomes increasingly difficult to cut as the operator handles the equipment. The tool will create surface friction, which causes hardening when G-code programming sets the feed rate too low, because this makes it impossible to execute further operations.
Aluminum shows better thermal conductivity properties than 304 stainless steel. The cutting process generates heat, which remains at the tool’s cutting edge. Machining 304 stainless steel requires operators to use much slower speeds and feeds because of its specific thermal characteristics. The S command (RPM) requires operators to program lower values to decrease frictional heat, while the F command (feed rate) needs to reach sufficient levels, which enable the tool to cut new material under the work-hardened layer.
Pro Tip: The M08 (Coolant ON) command appears as a necessary component in G-code sequences that operate on 304 stainless steel. The cutting process generates heat, which remains trapped in stainless steel because the material has low thermal conductivity, and the heat does not escape through the chips. The tool tip will experience heat buildup because coolant application depends on the M08 command, leading to tool failure and workpiece “burnt” edges.

Technical Formulas for G-Code Optimization
To move beyond trial and error, programmers use mathematical formulas to determine the values for the S and F commands in their G-code list. The two primary formulas are as follows:
Spindle Speed (S):
In this formula, Vc represents the cutting speed (surface meters per minute) recommended for the specific material, and D represents the diameter of the cutting tool.
Feed Rate (F):
Here, fz is the recommended chip load per tooth, and z is the number of flutes or cutting edges on the tool.
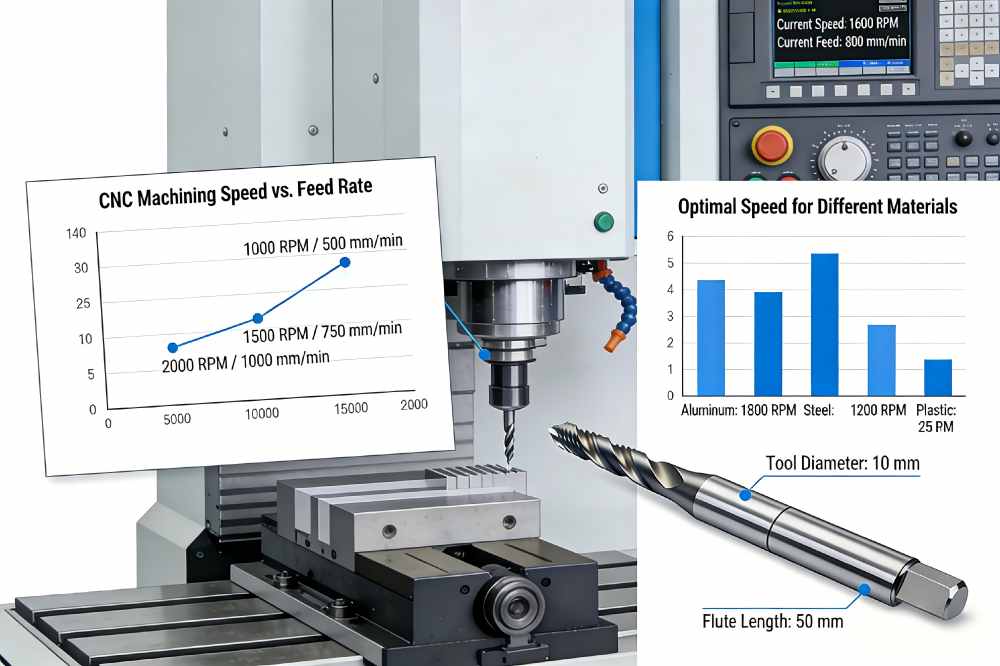
By using these formulas, a CNC feed rate calculator for milling can provide precise numbers that are then hard-coded into the G-program. For a 10mm carbide end mill parameters setup, the resulting S and F values for aluminum will be several times higher than those calculated for stainless steel.
Addressing Common G-Code Technical Issues
Even with calculated values, adjustments are often necessary during the first run of a program. If the machine produces a high-pitched noise, often referred to as chatter, it indicates a resonance issue. In G-code, this is typically corrected by either reducing the spindle speed or increasing the feed rate to “load” the tool more heavily and stabilize the cut.
Another issue is tool deflection. When machining hard materials like 304 stainless steel, the physical resistance of the metal can cause the tool to bend slightly. This leads to dimensional inaccuracies. To solve this, the G-code can be programmed with a “roughing” pass that leaves a small amount of material, followed by a “finishing” pass with a much lower feed rate and depth of cut to ensure final accuracy.
The Role of G-Code in Quality Control
Precision machining is defined by the ability to repeat a process with identical results. A well-optimized G-code program ensures that every part produced meets the same tolerances. By documenting the specific speeds and feeds for 6061 aluminum CNC and stainless steel within the program comments, manufacturers create a library of verified technical data.
At JTR Machine, the integration of material science into G-code programming is a standard requirement. Understanding that 304 stainless steel requires a slow, high-pressure cut with constant cooling, while 6061 aluminum requires high-speed evacuation of material, allows for the production of complex components without frequent machine downtime or tool breakage.

In Summary
The CNC process needs G-code optimization because it serves as a fundamental requirement for all advanced CNC processes. The programmers achieve maximum efficiency and part quality through their focus on the specific requirements of 6061 aluminum and 304 stainless steel materials. The manufacturing process succeeds through technical details, which include both chip load per tooth calculations and proper G-code command activation for coolant system operation. The programming process achieves three goals by decreasing waste while extending the lifespan of costly cutting tools and producing products that meet industrial specifications.