Producing titanium implants that meet medical standards, particularly Ti6Al4V implants, is a daunting task for CNC facilities. The characteristics of titanium, such as poor heat conduction and high chemical activity, make it difficult to precisely monitor the process parameters. Traditional processes have relied heavily on slow cutting speed and consistent feed rate, causing longer machining time and higher wear and tear on tools. Adaptive machining technology offers an effective means of overcoming these problems through dynamic control of the manufacturing process.

Technical Challenges in Titanium Implant Manufacturing
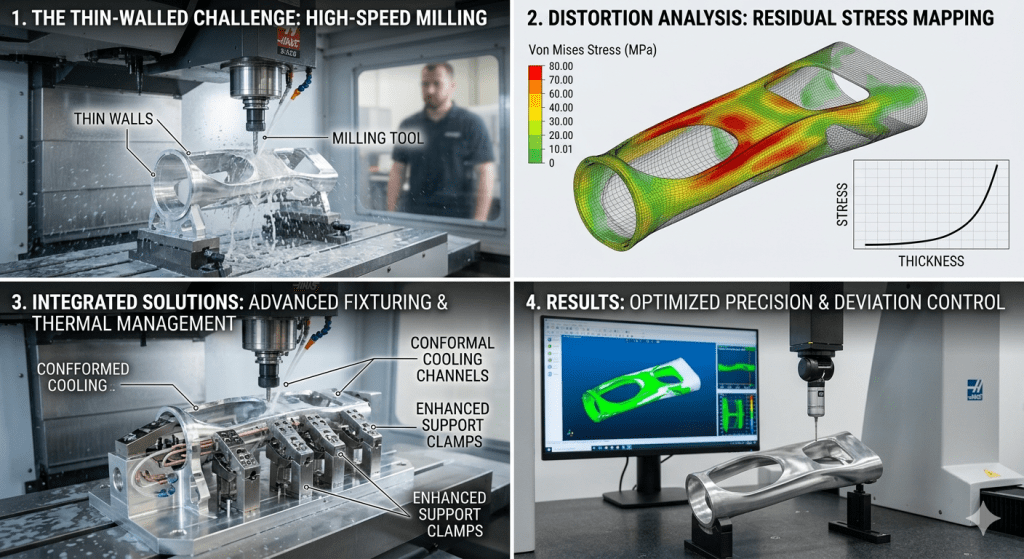
Orthopedic implants such as hip joints, spinal cages, etc. must be fabricated strictly in accordance with ISO 13485 standards. The primary technical failure point for the CNC milling of titanium is the regenerative chatter. Chatter is the result of the cutting tool vibration being reinforced by the workpiece vibration. This instability results in poor surface finish, dimensional inaccuracy, and possible structural fatigue of the final implant.
The setting of adaptive machining for titanium alloys should consider the factor of material hardening. Titanium work-hardens locally when subjected to excessive heat. If the cutting force is not constant, the hardness of the surface of the material increases, which in turn accelerates the degradation of the tool. To avoid possible negative effects of these risks, adaptive machining systems use a closed-loop control architecture that changes the cutting conditions dynamically to remain within the stable operating region of the machine tool.
How Does AI-Driven Chatter Suppression Work?
The implementation of AI-driven chatter suppression in CNC environments relies on the acquisition and processing of high-frequency data. The architecture consists of three distinct layers: signal acquisition, data processing, and controller execution.
The signal acquisition layer uses piezoelectric accelerometers attached to the spindle housing or the workpiece fixture to collect vibration data at sampling rates above 50 kHz. The data is sent to an edge computing module for analysis. The processing layer uses machine learning algorithms, namely recurrent neural networks (RNNs) or long short-term memory (LSTM) models, to analyze the frequency spectrum of the cutting process.
These algorithms identify the emergence of harmonic frequencies associated with chatter before they result in surface defects. When it detects a deviation, the adaptive machining controller executes a command to change the spindle speed or feed rate within milliseconds. This modification moves the cutting to another part of the stability lobe diagram and thus suppresses the vibration. By utilizing AI-driven chatter suppression in CNC operations, manufacturers can operate at higher material removal rates (MRR) without sacrificing the dimensional integrity required for medical implants.
Application of Real-time Monitoring in 5-Axis Milling
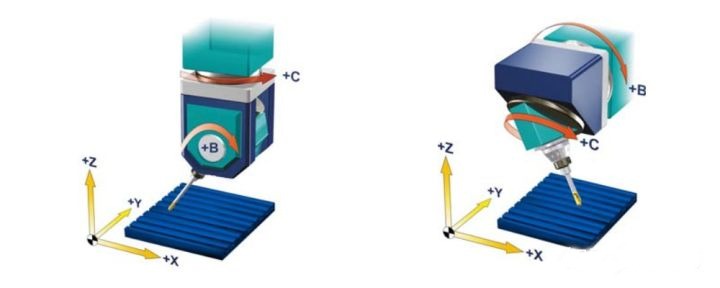
Medical implants are often very complex in shape and require 5-axis machining. These parts commonly have thin-walled sections that are susceptible to deflection. Real-time vibration monitoring in 5-axis milling is important for such applications to ensure that the geometric tolerances are maintained.
The contact between the cutting tool and the workpiece in 5-axis operations is nonlinear. The dynamic stiffness of the system is not constant due to the continuous change of the tool engagement angle with the movement of the axes. This is solved by adaptive machining by linking the live machine data with the digital twin of the workpiece. The system predicts the stiffness of the workpiece in the contact point with the rotation of axes.
If the vibration amplitude exceeds the threshold defined for the specific medical-grade material, the system automatically adjusts the feed per tooth. Such ability is important because of parts that are different for each individual, such as custom cranial plates or jaw implants, where the geometry differs from one part to another. Continuous monitoring of vibration during 5-axis milling allows for maintaining a constant load throughout the whole milling process.
Business Impact and Digital Twin Integration
The adoption of adaptive machining technologies yields measurable improvements in manufacturing efficiency and quality compliance. The primary objective is to reduce scrap rates in medical implants via digital twin synchronization.
Through simulating the process of machining in a virtual space prior to actual machining, engineers detect possible collision points and zones of excessive vibrations. In practice, the information generated through the adaptive machining process in real time is used to enhance the digital twin, which creates a feedback loop between process and technology.
For companies manufacturing medical devices, the integration enables compliance with the FDA and other regulations’ traceability and process validation guidelines. As far as minimizing scrap rate when machining medical implants using digital twins, the process creates a record of all machining parameters employed for each individual implant. Such information becomes evidence that an individual implant has been manufactured under stable machining parameters. Therefore, post-process inspection is minimized since process control data provides sufficient information about quality.

Implementation for Regulatory Compliance
In order to integrate the system effectively, it is necessary to comply with the manufacturing technology standards as well as the regulatory compliance requirements. The plant has to validate the software and hardware components utilized in adaptive machining.
The validation process involves performing a Failure Mode and Effects Analysis (FMEA) on the adaptive control system. If the system fails, it must default to a safe state (e.g., stopping the machine or reverting to conservative, manual parameters) to prevent the production of non-conforming implants. Furthermore, the implementation of adaptive machining does not replace the requirement for standard quality management systems; rather, it provides additional data points that strengthen the existing QMS. The technical documentation for the system’s decision-making logic must be available for audit purposes to ensure the reproducibility of the manufacturing process.
To conclude, adaptive machining is an effective approach for producing titanium implants by implementing automation in process control. The use of artificial intelligence for chatter control, vibration analysis, and digital twins allows for maintaining dimensional stability and structural reliability.
FAQs
Q1: How does adaptive machining detect chatter in real-time?
A1: In adaptive machining, piezoelectric accelerometers and acoustic emission sensors are used to collect vibration and power draw information in real time. This information is analyzed by an artificial intelligence model comparing the live signal of the cut against stability lobe diagrams to predict imminent regenerative chatter on a millisecond scale.
Q2: Why is adaptive machining essential for medical-grade titanium implants?
A2: The titanium alloy Ti6Al4V is characterized by low thermal conductivity and non-uniform elasticity, resulting in vibrations during machining, referred to as chatter. Adaptive machining is designed specifically to handle the material properties of titanium by varying the speed and rate of feed such that stable conditions are maintained.
Q3: Does adaptive machining help with regulatory compliance?
A3: Yes. Adaptive machining equipment can track the process parameters throughout the manufacturing process in automatic mode. Such a feature provides a complete record of each manufactured piece, facilitating compliance with the strict traceability guidelines required by the FDA and EMA regulations of 2026.