The 2026 industrial manufacturing sector defines aerospace precision machining. through its need to machine advanced alloys into complex shapes, which must achieve micron-level dimensional accuracy. Aerospace precision components mainly use titanium alloys and nickel-based superalloys as their most important materials because these materials offer high strength-to-weight performance and thermal protection. The materials exhibit physical characteristics of low thermal conductivity and high chemical reactivity at high temperatures, which make them difficult to machine.

Traditional precision CNC machining services use fixed cutting parameters, which they obtain from standard handbooks and through repeated testing instead of developing their own operating procedures. The CNC machining for aerospace industry faces three main operational problems because CNC machining uses fixed operating procedures:
- Accelerated Tool Wear: High temperatures at the tool-chip interface lead to rapid chemical and abrasive wear, making tool life difficult to predict using static mathematical models.
- Workpiece Deformation: Aerospace components usually include thin-walled designs as their primary structural element. The parts experience dimensional inaccuracies because they become flexible and vibrate when exposed to cutting forces.
- Material Costs: The high cost of aerospace-grade raw materials means that any part scrapped due to tool failure or geometric errors results in a substantial financial loss.
As of 2026, the industry is shifting its focus toward implementing AI-based adaptive control systems, which will use real-time data processing to control system variables and provide mechanical system adjustments.
Technical Infrastructure: Sensor Fusion and Neural Integration
The implementation of advanced aerospace components machining requires a transition from open-loop to closed-loop control systems. This is achieved through the integration of a multi-modal sensor network within the CNC machine architecture.
1. Sensor Modalities for Real-Time Monitoring
To provide the necessary data for AI processing, several sensor types are integrated into the spindle and work-holding systems:
- Piezoelectric Accelerometers: The sensors detect vibrations that occur at high frequency. The system detects regenerative chatter beginning at 10,000Hz, which human operators cannot hear in precision CNC machining services.
- Acoustic Emission (AE) Sensors: AE sensors capture the high-frequency energy waves generated by plastic deformation and micro-cracking of the tool material. This allows for the detection of tool chipping in real-time.
- Digital Power Transducers: The current draw for spindle and axis motors is measured by these operations. The power consumption shows fluctuations that result from changes in cutting resistance that directly affect tool wear and material hardness variations.
2. The AI Adaptive Control Algorithm
The CNC controller uses its integrated AI inference engine to process data from these sensors, which generate real-time data streams. The algorithm performs three sequential functions:
- Signal De-noising: Filters out background mechanical noise from the machine’s cooling systems and hydraulic actuators.
- Pattern Recognition: Compares the live sensor data against a digital twin model of the ideal cutting process.
- Command Execution: AI’s algorithm compensates for any deviations of feeding rate (vf) and spindle speed (n) above a certain evaluation threshold within milliseconds, to stabilize the process.

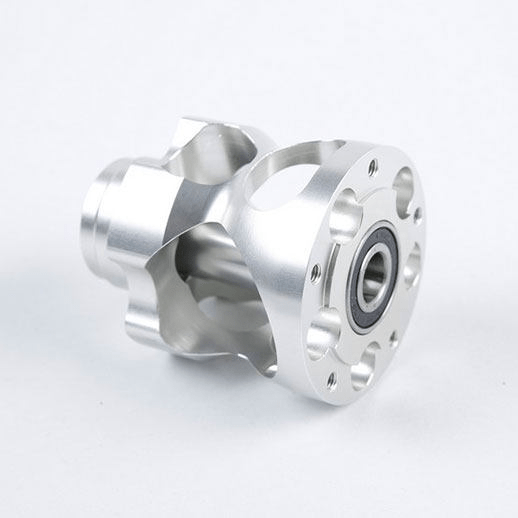
Case Analysis: Adaptive Intervention in Titanium Engine Housing Machining
A representative application of CNC machining for aerospace involves the production of a titanium engine housing. The raw material cost for a single unit in 2026 is approximately 50,000 USD. The geometry requires a 5-axis simultaneous milling process to achieve the necessary aerodynamic profiles.
1. The Mechanical Crisis
During a finishing pass on a critical sealing surface, a localized hard spot within the titanium alloy causes a sudden increase in cutting force. In a traditional setup, this would lead to tool breakage, followed by the tool shank gouging the workpiece surface, rendering the part unrepairable.
2. The AI Response Sequence
- At 0.01 Seconds: The acoustic emission sensor detects a spike in energy levels consistent with the fracture of the tool’s PVD coating.
- At 0.03 Seconds: The AI controller analyzes the motor torque increase and determines that the current feed rate will lead to catastrophic tool failure. It immediately issues a command to reduce the feed rate by 40%.
- At 0.05 Seconds: The machine adjusts the axis movement. The cutting force is reduced to a level where the remaining tool geometry can complete the current path without further degradation.
3. Quantitative Outcome
The part is completed within tolerance. While the tool requires replacement after the cycle, the workpiece—valued at 50,000 USD—is saved. The reaction time of 50 milliseconds is approximately 200 times faster than the reaction time of a human operator, demonstrating the technical necessity of AI in aerospace precision machining.
Predictive Quality Assurance and Digital Certification
Beyond real-time intervention, AI-enhanced precision CNC machining services provide a systematic method for quality verification without the need for exhaustive post-process inspection.
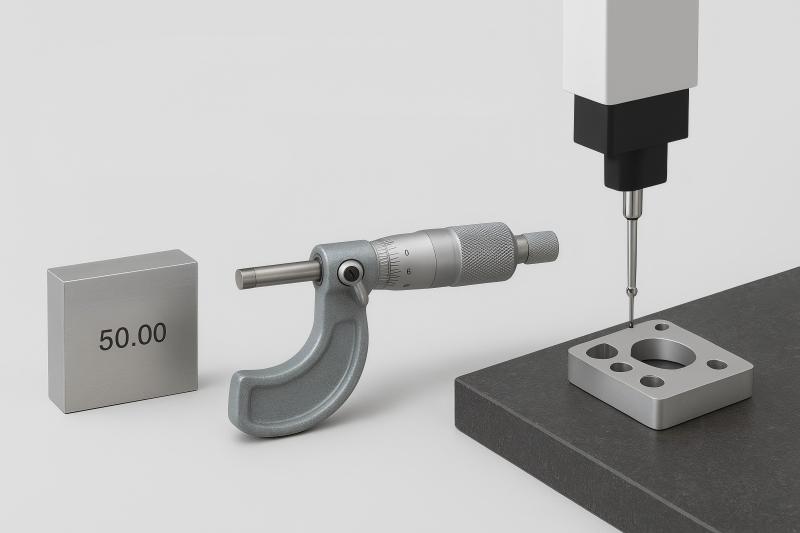
1. In-Process Metrology
By correlating cutting force data with known material constants, the AI system estimates the surface roughness (Ra) and dimensional accuracy of the part during the machining process. If the predicted quality falls below the specified aerospace standards, the system alerts the quality department before the part is even removed from the fixture.
2. The Digital Thread for Compliance
Every component produced through AI-integrated aerospace components machining generates a comprehensive data log. This log includes:
- Continuous force-time curves for every tool path.
- Thermal logs of the spindle and coolant temperature.
- Vibration spectrum analysis for critical features.
This data provides a “digital birth certificate” for each of the aerospace precision components, facilitating compliance with AS9100 and other international aerospace regulatory requirements.

Industrial Implications for 2026: The Autonomous Manufacturing Node
The integration of AI into CNC machining for aerospace signifies a shift toward the “Smart Black Factory.” In this environment, automation is not limited to the movement of materials by robotic arms but extends to the autonomous management of machining processes.
The competitive edge for precision CNC machining service providers depends on their ability to implement advanced AI systems and their complete sensor network capabilities, instead of using their machine tools’ axis count as a measurement. The self-healing systems, which adjust their parameters for tool wear and thermal expansion, enable machining processes to reach new levels of process capability (Cpk) that were not possible before.
FAQ: Frequently Asked Questions
Q1: How does AI-driven adaptive control differ from traditional “High-Speed Machining”?
A1: High-speed machining depends on its maximum operating speed, which was established through its designated fixed parameters. The system uses artificial intelligence to adjust operational settings by monitoring actual conditions through its sensor network during the manufacturing process of the material.
Q2: Can AI systems be retrofitted to existing CNC machines for aerospace components machining?
A2: Many modern 5-axis CNC machines can be retrofitted with external sensor packages and AI control modules. However, the highest efficiency is achieved when the AI is directly embedded into the machine’s native control architecture for faster data processing.
Q3: What is the primary benefit of AI in CNC machining for aerospace regarding tool life?
A3: AI prevents tool failure by ensuring the tool never operates in a “chatter” zone or at temperatures that cause rapid thermal degradation. This leads to a 20% to 30% increase in usable tool life when machining titanium alloys.
Q4: How does the system handle the thin-wall deflection common in aerospace precision components?
A4: The AI system tracks the wall cutting force, which it measures. The system starts to decrease both the radial depth of cut and feed rate when the cutting force surpasses the threshold, which causes material deflection because this helps to preserve both structural integrity and dimensional accuracy of the part.
Q5: Does the use of AI satisfy aerospace certification requirements for traceability?
A5: Yes. The AI system generates detailed logs of every machining parameter. These logs provide a higher level of traceability than traditional methods, as they document the exact conditions under which every millimeter of the component was machined.