The choice of cutting tools for CNC machining operates as the main factor that determines production expenses, operational efficiency, and final product quality. The two most commonly used materials in precision manufacturing, 6061 aluminum and 304 stainless steel, require separate tooling methods because they display completely different physical characteristics.
This technical guide analyzes the mechanical differences between these materials and provides a data-driven approach to CNC tool selection to maximize efficiency and tool life.

Understanding the Material Challenges
Before selecting a tool, it is necessary to define the primary failure modes associated with each material.
6061 Aluminum Machining Challenges
6061 aluminum is an alloy of magnesium and silicon that has been hardened by precipitation. People like it because it is strong for its weight and doesn’t rust easily. But ductility is its biggest problem in a CNC setting. Aluminum is “sticky.” When cutting at high speeds, the material tends to weld itself to the cutting edge. This is called Built-Up Edge (BUE). This causes the surface to be rough, the friction to rise, and the tool to break because chips get stuck.
304 Stainless Steel Machining Challenges
304 stainless steel is an austenitic alloy that contains elevated levels of chromium and nickel. The material exhibits high toughness and low thermal conductivity, which distinguishes it from aluminum. The main obstacle to overcome proves to be work hardening. The surface becomes extremely hard when the tool contacts the material without cutting through it, which makes it impossible to complete further work. The material’s poor heat conductivity causes thermal energy to accumulate at the tool’s cutting edge, which results in rapid plastic deformation of the tool.
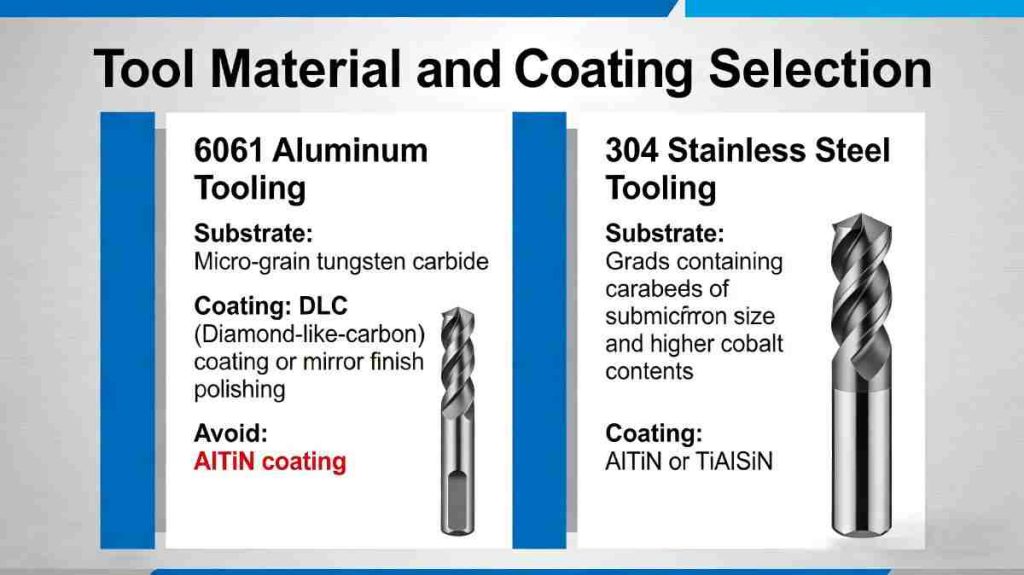
Tool Material and Coating Selection
The substrate and coating of a CNC tool act as the first line of defense against material-specific wear.
Tooling for 6061 Aluminum
For aluminum, the goal is to reduce friction and prevent adhesion.
- Substrate: Micro-grain tungsten carbide guarantees the sharpness essential for the retention of the edge.
- Coating: The best when it comes to advanced processing of aluminum is DLC (Diamond-like-carbon) coating. DLC has very low friction coefficients (often less than 0.1), and its hardness is high as well. If there is no coating used, then very high polishing to a mirror finish for chips to slide off the fluting without sticking.
- Avoid: AlTiN coating ought not to be used with aluminum. The aluminum present in the coating has a chemical attraction with the aluminum of the job, which causes rapid sticking and engagement of the material.
Tooling for 304 Stainless Steel
For stainless steel, the tool must withstand extreme heat and abrasive wear.
- Substrate: Grades containing carbides of submicron size and higher cobalt contents are usually used. Cobalt provides enough resilience for the tool, therefore avoiding micro-chipping while cutting, particularly in the case of stainless steel.
- Coating: AlTiN or TiAlSiN has to be used no matter what. These types of coatings are thermally stable. In the course of processing, the aluminum on the coating tends to oxidize in order to generate alumina, which can then serve as a thermal barrier; hence, heat is transmitted to the chips and not the tools.
Tool Geometry: Flutes, Helix, and Rake Angles
The physical shape of the tool determines how chips are formed and evacuated from the work zone.
Geometry for 6061 Aluminum
- Flute Count: 2-flute or 3-flute end mills are standard. Aluminum generates large, thick chips. A lower flute count provides the large “gullet” space necessary to evacuate these chips at high feed rates. 3-flute tools are often the preferred balance between chip space and tool rigidity.
- Helix Angle: A high helix angle (typically 45°) is beneficial. It creates a shearing action that lifts the chips upward and out of deep pockets quickly, reducing the risk of re-cutting chips.
- Rake Angle: A high positive rake angle creates a sharp, knife-like edge that “slices” the soft aluminum, reducing power consumption and heat generation.
Geometry for 304 Stainless Steel
- Flute Count: It’s advisable to use 4-flute, 5-flute, or even 7-flute end mills. Stainless steel is more difficult to machine, so a high number of flutes is advantageous to increase the tool cross-section to withstand loads. Higher feed rates can therefore be achieved while more cutting edges manage the load.
- Helix Angle: Most helix angles are not very acute or obtuse and lie within 35° to 38°. However, the best tools for machining stainless steel have varying helix and pitch changes. These are meant to control the inherent asymmetry and reduce or eliminate the abrasive nature of the tool by providing dual or alternating cut lobes.
- Edge Preparation: Instead of very sharp edges that are commonly found in aluminium, the edges of tools made of stainless steel often have “honed edge” or “T-land” features. Such an elevation to the edge causes it to resist the pressure applied as a result of the highly resistant material without collapsing.
Cutting Strategies for Maximum Productivity
High-Speed Machining for Aluminum
When machining 6061 aluminum, the limiting factor is often the maximum RPM of the machine spindle. To maximize material removal rates (MRR):
- Use a high spindle speed and a high feed rate to ensure the chip carries the heat away from the part.
- Employ a large axial depth of Cut (ap) and a smaller radial depth to utilize the full length of the flute.
- Ensure constant chip evacuation using compressed air or high-pressure coolant to prevent “re-cutting” of aluminum chips, which causes instant tool failure.
High-Efficiency Machining for Stainless Steel
For 304 stainless steel, traditional heavy-cut slotting should be avoided due to heat buildup. Instead, use Trochoidal Milling (or dynamic milling) strategies:
- Maintain a small Radial Engagement (ae), typically 5% to 15% of the tool diameter.
- This allows for a much higher Axial Depth (ap) and significantly higher cutting speeds.
- The small radial engagement creates a “chip thinning” effect, which allows for higher feed per tooth (fz) and gives each cutting edge time to cool down in the air before the next engagement.
- Important: Never stop the tool mid-cut. Stopping or dwelling will cause the material to work-harden immediately, destroying the tool upon restart.

Technical Comparison Table: CNC Tool Selection Summary
| Technical Specification | 6061 Aluminum Machining | 304 Stainless Steel Machining |
| Primary Tool Substrate | Micro-grain Carbide | Cobalt-rich Carbide |
| Ideal Coating | DLC or Uncoated Polished | AlTiN or TiAlSiN |
| Recommended Flute Count | 2 – 3 | 4 – 5+ |
| Helix Angle | 45° (High Helix) | 35° – 38° (Variable) |
| Cutting Speed (Vc) | 400 – 1000 m/min | 60 – 180 m/min |
| Coolant Strategy | High Volume / Mist (MQL) | High Pressure / Flood |
| Primary Failure Mode | Chip Clogging / Adhesion | Abrasive Wear / Heat Cracking |
One must understand the science of both metals during this process. To handle chips that stick to 6061 aluminum, exclusive high helix, DLC-coated tools are the priority. On the other hand, being on the cutting edge of the clear guidelines for 304 stainless steel is unbreakable; multi-fluted AlTiN-coated tools with self-similar patterns designed for resistance to lateral vibrations and cooling.
Frequently Asked Questions (FAQ)
Q1: Can I use a tool designed for stainless steel on aluminum?
While it is physically possible, it is inefficient. The 4 or 5 flutes on a stainless steel tool do not provide enough space for aluminum chips, leading to rapid clogging and tool breakage at high speeds.
Q2: Why does my tool break immediately when cutting 304 stainless steel?
The most common causes are using a cutting speed (Vc) that is too high, causing heat failure, or using a feed rate that is too low, causing the tool to rub against a work-hardened surface.
Q3: Do both materials need coolant?
Yes. For aluminum, coolant provides essential lubrication to prevent sticking. For 304 stainless steel, coolant is critical for temperature control. In both cases, high-pressure delivery is preferred to clear chips from the cutting zone.