When a project calls for a custom enclosure or bracket, the default response is often to weld it. But is that always the right call? As sheet metal fabrication technology continues to advance, that assumption is worth revisiting.
For a growing number of sheet metal parts, combining laser cutting with precision bending can produce the same structural result at a meaningfully lower total cost. The question is knowing when that trade-off actually works in your favor.
This guide walks through the real cost differences between the two approaches, which part types suit each method best, and how to frame that decision before committing to a fabrication path.

Why More Manufacturers Are Re-Evaluating Traditional Welded Assemblies
For anything more sophisticated than a flat bracket, welded assemblies have been the answer for some time. However, two coinciding developments are causing engineers to take a second look.
Rising Fabrication Labor Costs
Welding is a skill-intensive process. Skilled welders are harder to recruit and more expensive to retain on the payroll now than they were a decade ago. And it is just part of the narrative.
Welded fabrication often requires fixture setup, post-weld grinding and multiple inspections before the product can be sent. These stages are not always obvious from a first quote, but they soon add up in actual manufacturing.
Advances in Laser Cutting and Bending Technology
Modern fiber laser systems can profile complex geometries with strict tolerances at far higher speeds than before. However, CNC press brakes have resulted in more uniform bending of sheet metal and less dependency on the specific operator.
Together, these capabilities have increased the variety of geometries that can be produced without one single weld and at competitive cost.
Laser Cutting + Bending vs Welded Assemblies: Where the Costs Really Come From
To make a fair comparison, it helps to understand where each method actually accumulates cost.
Cost Drivers of a Welded Assembly
Cost is incurred at numerous points in the manufacture of welded sheet metal parts:
- Multiple components: Every separate piece needs to be cut, deburred, and fixtured before any welding begins.
- Welding labor: Usually the largest single cost driver. Skilled time, consumables and process management all matter.
- Surface finishing: Welds are seldom clean when they leave the table. Typical downstream procedures such as grinding, mixing and coating prolong the time line.
- Assembly complexity: More joints means more opportunities for misalignment, dimensional drift and rework.
Cost Drivers of a Bent Sheet Metal Part
- Material utilization: A single flat blank is cut and formed into shape, reducing waste and offcut material.
- Laser cutting service costs: Typically predictable and competitive, especially on repeat orders with stable designs.
- Bending operations: CNC-controlled press brakes deliver consistent cycle times and reduce setup variability between runs.
- Tooling considerations: Most of the bend geometries can be handled with standard tooling, however unusual profiles may require bespoke dies.
Here’s how the two methods compare across key cost factors:
Comparison Table
| Cost Factor | Laser Cut & Bent Part | Welded Assembly |
| Number of Components | Lower | Higher |
| Assembly Labor | Minimal | Significant |
| Welding Cost | None | Required |
| Surface Finishing | Limited | Often Required |
| Inspection Effort | Lower | Higher |
| Rework Risk | Lower | Higher |
When the geometry allows it, reducing part count tends to deliver greater cost savings than optimizing the welding process itself.
Which Parts Are Better Suited for Bending Instead of Welding?

Parts That Benefit Most from Laser Cutting and Bending
This strategy works nicely for several typical product types:
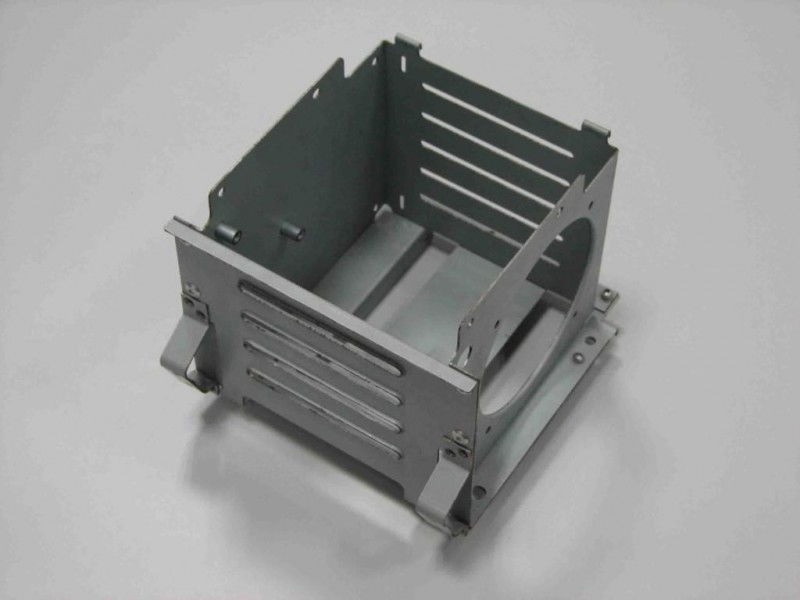
- Electrical enclosures and control boxes: Box-like designs with uniform walls and flanges are excellent for multi-bend forming from a single blank.
- Equipment covers and cabinets: Uniform shape that can be produced with the minimum number of joints.
- Mounting brackets and housings: Often simple enough that welding adds cost without meaningful structural benefit.
What these part types have in common is that their geometry is regular enough to be manufactured from flat sheet through a succession of straight bends, reducing or eliminating assembly altogether.
Design Characteristics That Favor Bending
- Straight bends: Avoid curved or compound bends where possible to keep forming straightforward.
- Consistent bend radii: Maintaining a consistent radius reduces tooling adjustments during the run.
- Moderate material thickness: Most laser cutting and bending setups work well in the 0.5-6 mm range.
- Accessible bend locations: Features that the press brake die can reach without interference from adjacent geometry.
Situations Where Welding Remains the Better Choice
Some applications really demand welded fabrication:
1. Very thick materials where bending force becomes impractical
2. Large structural frameworks designed to support heavy loads
3. Complex 3D geometries that cannot be unfolded from a flat blank
4. High-load applications where weld reinforcement is structurally necessary
Beyond Cost: Comparing Manufacturing Performance
Cost matters, but lead time and quality consistency often determine whether a project runs smoothly or not.
Lead Time and Production Efficiency
Fewer process stages equal less time spent moving from one operation to another.
Less overhead in scheduling with shorter queue time from cutting to bending.
More rapid prototyping iterations if design modifications are required during development.
Additional welding operations add time at each joint in the sequence.
Fixture preparation can take hours before the first arc is struck.
Post-weld finishing adds another step before the part can be inspected.
For products that are fabricatable from a single sheet, bending can typically reduce the manufacturing cycle by removing numerous assembly steps.

Quality Consistency and Repeatability
CNC-controlled repeatability across every part in a production run.
Consistent bend locations driven by programmed toolpaths rather than manual judgment.
Less operator dependency compared to manual welding, reducing run-to-run variation.
Weld distortion can introduce dimensional variation that’s difficult to correct after the fact.
Heat input during welding can affect the geometry of nearby features.
Results depend more heavily on operator skill and careful process control.
Both can create high quality parts if handled well, but when designs get bent, they have more predictable dimensional consistency in higher volume production.
The table below provides a quick reference for evaluating which manufacturing approach is typically better suited to different part designs and application needs.
| Design Characteristic | Laser Cutting & Bending | Welding Preferred |
| Thin to Medium Sheet Metal | ✅ | |
| Multiple Flanges | ✅ | |
| Simple Box Structures | ✅ | |
| Thick Plate Construction | ✅ | |
| Structural Frames | ✅ | |
| High Load Requirements | ✅ |
How Engineers Decide Which Option Delivers the Best Value
In reality, the engineering teams consider these options along a few crucial dimensions:
- Geometry: Can the part be unfolded from a flat blank and formed with standard bends? If yes, bending is likely viable.
- Structural requirements: Does the application demand weld-joint reinforcement, or is a bent flange sufficient for the load?
- Economics: When labor, inspection, rework, and lead time are factored in — not just raw material cost — which method comes out ahead over a full production run?
In many custom sheet metal fabrication projects the cheapest material is not the lowest cost alternative. It is the design that can minimize the manufacturing processes, labor input and quality risk throughout the whole production process.
Making the Smart Call for Your Next Fabrication Project
Choosing between laser cutting with bending and welded assemblies isn’t always obvious, but the right question asked early that “can this be bent instead of welded?” can save significant time and cost downstream.
For many enclosures, covers, brackets and housings, a carefully designed bent part will be less expensive, quicker to deliver and more dimensionally consistent than a welded assembly.
That does not necessarily mean eliminating welding completely. In many cases, the most cost-effective design is laser cutting, bending and a small number of strategically placed welds. Reducing unnecessary welds will give more savings than attempting to eliminate welding from the design entirely.
JTR offers laser cutting service, precision sheet metal bending, and welded fabrication under one roof, and works with engineering teams to evaluate exactly these kinds of decisions. If you’re working through a design and want a straightforward assessment of which approach makes more sense for your project, contact us to discuss your project.
Related Articles