If you’ve ever been around a machine shop at all, you know aluminum is basically the bread and butter of the manufacturing world. Walk into any CNC shop today, and you will see machines running this material at high speeds. CNC machining aluminum parts is a process that strikes a better balance of speed, precision, and cost than almost any other metal, whether you are building components for a lightweight aerospace bracket, a complex automotive manifold, or a high-end electronic enclosure.
But here’s the deal: just because aluminum is easy to cut doesn’t mean you can just throw a block of it into a vice, load up some random program, and expect a perfect part. Achieving tight tolerances and perfect surface finishes requires a good understanding of how this material behaves under cutting forces. In this guide, we will walk you through all the things you need to know about CNC machining aluminum parts from a real-world, shop floor perspective. We’ll cover alloy selection, mechanical properties, structural processing and the actual setups required to get the job done right.

Why is Aluminum Preferred for CNC Machining?
From an engineering and machining standpoint, aluminum is incredibly popular for some very specific, practical reasons. It is not just about it being cheap or available; it is about how the material handles the physical stress of cutting tools.
1. High Machinability: Aluminum can be machined at very high rates. Because its shear strength is much lower than steel or titanium, it needs much less cutting force. This means you can run your spindles at higher RPM’s and push your feed rates without instantly ruining your end mills. This translates directly into reduced cycle times and lower production costs.
2. Amazing Strength-to-Weight Ratio: This is the main reason why aerospace and automotive industries are crazy about it. You get a material that gives you structural integrity without the dead weight. For example, when you CNC machine aluminum parts, you can create thin walls and complex internal pockets, which make the part very light, but it can still withstand high mechanical stress.
3. Thermal & Electrical Conductivity: Aluminum is an excellent heat conductor. Excellent thermal conductivity is one of the major advantages of aluminum, as the generated heat is taken away by the chips and will not accumulate in the material or tool. In terms of practical applications for the consumer, aluminum is the best material for electrical boxes and thermal devices due to its ability to conduct heat.
4. Corrosion Resistance & Economic Value: Aluminum creates a microscopic layer of oxide when exposed to air that prevents rusting. And it’s super recyclable on top of it. The chips made by machining aluminum parts on CNC machines can be collected and melted down and reused, helping to keep down the cost of raw materials throughout the supply chain.
Key Material Properties of Aluminum in CNC Manufacturing
To get predictable results when CNC machining aluminum parts, you have to look at the raw physical and mechanical data. You cannot treat a soft, gummy alloy the same way you treat a highly rigid, aircraft-grade block.
The table below breaks down the core parameters we look at before generating a toolpath:
| Property Category | Key Parameter | Definition | Impact on CNC Machining |
| Physical | Density | ~2.7 g/cm³ (1/3 of steel) | Reduces machinery load; ideal for lightweight parts. |
| Physical | Melting Point | ~660°C (1220°F) | Energy-efficient to process; risk of chip welding if overheated. |
| Physical | Thermal Conductivity | High (~200+ W/m·K) | Rapid heat dissipation; prolongs tool life and prevents warp. |
| Mechanical | Tensile Strength | Varies by alloy (e.g., 6061-T6 vs 7075-T6) | Dictates the component’s structural load capacity. |
| Mechanical | Ductility | High elongation | Excellent for forming/bending, but needs chip breakers to avoid long nests. |
Understanding these numbers helps us plan the cut. For instance, because the melting point is relatively low and the material is ductile, if your tool gets too hot, the aluminum will literally melt and weld itself to the cutting edges. That is why controlling heat through feed rates and coolant is critical.

Which Aluminum Alloy Series to Choose?
When you are designing or quoting CNC machining aluminum parts, choosing the right alloy series is your very first major decision. Every alloy behaves differently on the machine bed.
2XXX Series (e.g. 2024): This series is alloyed with copper. It is high in strength and good in fatigue resistance. It cuts beautifully but has poor corrosion resistance compared to other series and is difficult to weld. We primarily use this on aerospace and military components that experience cyclic loading.
5XXX Series (e.g. 5052): Alloyed with magnesium, this series is very ductile and has excellent corrosion resistance, especially in marine atmospheres. It does work, but it’s rather gummy. “It tends to form long, stringy chips, so you need aggressive chip breakers and high coolant pressure to keep the shop floor clean.”
6XXX series (e.g. 6061): This is the ultimate “all-rounder” and the absolute standard for aluminum parts CNC machining. It is mixed with magnesium and silicon. You get a good balance of good tensile strength, good weldability, great corrosion resistance and excellent machinability. If a customer blueprint doesn’t mention an alloy, 6061 is almost always the default.
7XXX Series ( e.g. 7075 ) : The heavyweight of the aluminum family , alloyed primarily with zinc . Its strength is similar to that of many structural steels but retains the low density of aluminum. It chips up very well, producing crisp, brittle chips. It’s expensive, so we use it on high-stress aerospace brackets, structural defence parts and high-performance racing components.
Quick Selection Checklist
- Need the lowest cost + good general performance? → Choose 6061.
- Need maximum mechanical strength? → Choose 7075.
- Working in a saltwater environment? → Choose 5052.
Primary CNC Machining Processes for Aluminum Components
We use three main material removal methods when handling these alloys, depending on the geometry of the final part.
1. CNC Milling
This is where we use rotating cutting tools to remove material from a stationary block. CNC Milling is ideal for complex prismatic shapes, deep pockets, flat faces, and complex 3D profiles. When CNC machining aluminum parts on a mill, using high-speed machining (HSM) techniques allows us to take light, fast cuts that minimize cycle times and prevent heat buildup.

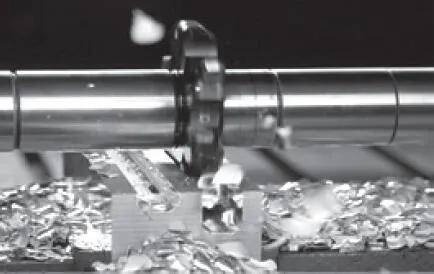
2. CNC Turning
If your part is cylindrical, such as a shaft, bushing, cylinder, or custom bolt, we use CNC Turning. The aluminum workpiece is spun at high speeds, and a stationary single-point cutting tool shapes the material. You need carbide inserts that are highly polished so the material doesn’t stick to the face of the tool. For turning aluminum you get a highly accurate diameter and a clean finish.


3. Drilling & Tapping
Most mechanical assemblies require threaded holes. CNC drilling and tapping aluminum is straightforward, but you have to be careful with chip evacuation in deep holes. If chips pack inside a hole while tapping, the tap will snap instantly. We use high-performance spiral flute taps that pull the chips out of the hole automatically.

Surface Finishing Options for Machined Aluminum
After completion of the CNC machining aluminum parts process, the parts become operable, but may require further processing depending on environmental and aesthetic concerns.

- Anodizing (Type II & Type III Hardcoat): Anodizing is an electrochemical process that builds the naturally occurring oxide layer on the surface of the part. Type II results in a thin layer that can be dyed in different colors. On the other hand, Type III or Hardcoat results in a thick, ceramic-like layer that improves hardness and resistance to corrosion.
- Bead Blasting & Polishing: The bead blasting technique can be used if one wants to remove the visible lines created by end mills. The technique blasts the parts using glass beads to achieve a uniformly matte satin finish. In case one wants a highly reflective surface, mechanical polishing can be used to polish aluminum up to a mirror-like state.
- Powder Coating & Painting: Powder coating is recommended for those parts that require high durability or specific industrial colors. It uses a free-flowing dry powder that is cured under heat to form skin that is stronger compared to regular paint.

Engineering Best Practices for Machining Aluminum Parts
To consistently produce high-quality components, engineers and machinists need to follow a strict set of shop floor practices. Aluminum is forgiving, but it will punish lazy setups.
1. Cutting speeds and feeds optimization
Aluminum has a relatively low melting point so if you have your cutting speed (Vc) too low, then the material will rub instead of cutting. This creates friction and causes the temperature to go up. It also creates chip welding, where aluminum sticks to the tool. You need to run high cutting speeds and maintain an aggressive feed per tooth so the chip carries the heat away from the cutting zone. Use tools designed for aluminum, such as 2-flute or 3-flute end mills with high helix angles and highly polished flutes to help with fast chip removal.
2. Enhanced Cooling and Lubrication Methods
Flood coolant is essential for machining aluminum parts on a CNC machine, especially in deep pocketing or slotting operations. Water-soluble coolants are used to provide lubrication and cooling. The coolant must be directed precisely into the cutting zone so that chips are instantly flushed out. Cutting the previously removed chip again with an end mill can lead to tool deflection, destruction of the surface finish, or snapping of the tool.
3. Rigid Fixturing & Workholding
The modulus of elasticity of aluminum is less than that of steel, making it more easily bent and deflected when force is applied. Clamping an aluminum component in a hydraulic vice too tightly leads to deformation. Once removed from the vice, the component will regain its original shape, thereby failing to meet any dimensional tolerance. Special fixtures must be designed to distribute forces evenly so that there is no distortion or chatter.
If you are looking for a reliable manufacturing partner to handle your next project, contact JTR Machine today. Our team provides instant quotes and detailed Design for Manufacturability (DFM) feedback to ensure your components are optimized for production, cost, and performance.

Common Questions About CNC Aluminum Machining
Q1: Why does aluminum stick to the tool during CNC machining?
A1: This is known as built-up edge (BUE) or chip welding and is caused by either too much heat or not enough lubrication.
Solution: Increase cutting speed. Use sharp , coated tools ( DLC coating ) and apply proper coolant .
Q2: What is the most cost-effective aluminum alloy for CNC parts?
A2: Aluminum 6061 is the most cost-effective and widely available alloy, offering an excellent balance of machinability, strength, and price.
Q3: How do you prevent warping in thin-walled aluminum parts?
A3: Use stress-relieved materials (like T651 temper), implement multi-pass light cuts, and optimize workholding pressure to avoid introducing internal stresses.