Die casting and stamping are both forming processes, and their differences can be distinguished from the following aspects:
- The molding method is different
Stamping dies generally belong to shear forming, which uses a press to press and shear the raw materials. Die-casting molds belong to forming molds, which fill the mold cavity with metal liquid, and slowly apply pressure during the cooling process to form.
- The operation objects are different
The stamping die is solid metal, and the die casting mold is liquid metal.
- The operating object specifications are different
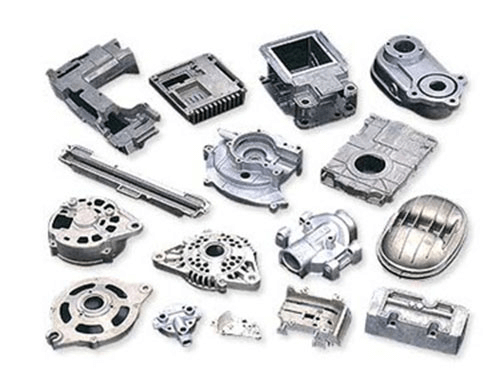
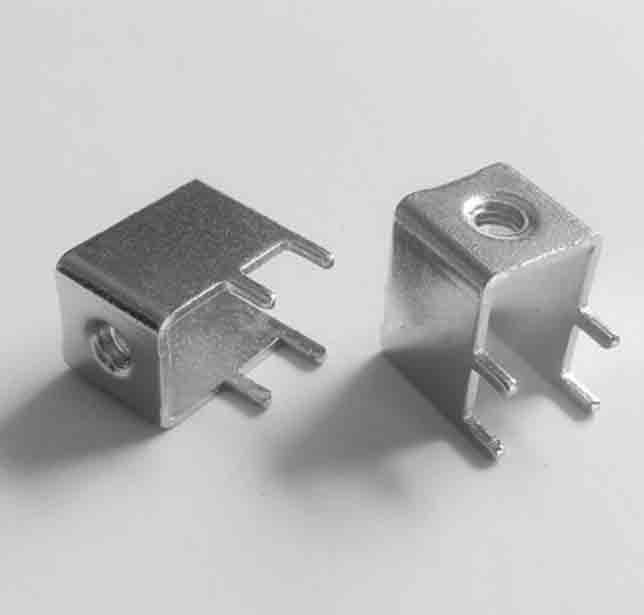
The size of product parts formed by stamping dies is generally small, while the use of die-casting dies can produce larger product parts.
- The production cost is different
Die-casting mold production requires additional processing, such as polishing, and chrome plating. Therefore, the production cost is higher than that of stamping die stamping products.
A more specific introduction can be found in the following:
The Connotation of Die Casting and Stamping
The Connotation of Die Casting

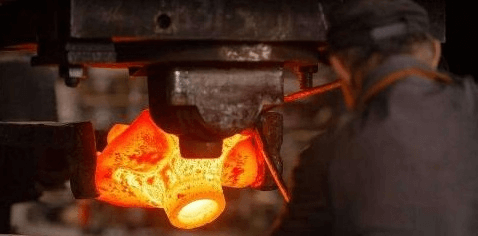
Die casting is a metal casting process that uses a mold cavity to apply high pressure to molten metal. The die is made of a stronger alloy, a process somewhat similar to injection molding.
The Connotation of Stamping
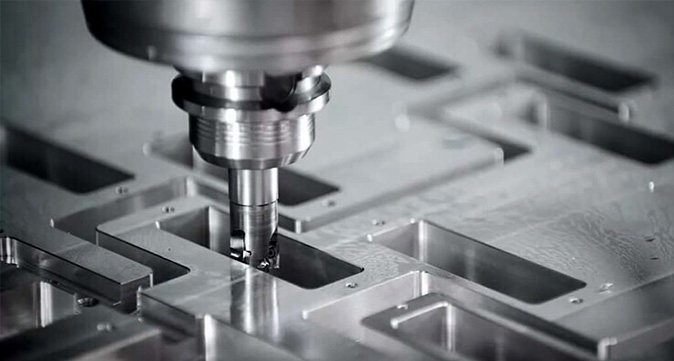
Stamping refers to the use of presses and dies to apply external forces to strips, plates, pipes, and profiles, to plastically deform or separate the materials, and finally obtain stampings of the required size and shape. It is a forming processing method.
The Difference Between Die Casting and Stamping Equipment
Die Casting Equipment
Die casting machines can be mainly divided into cold chamber die casting machines and hot chamber die casting machines.
- Hot Chamber Die Casting Machines
The metal pool of hot chamber die casting is liquid or semi-liquid metal in a molten state. These metals fill the mold under pressure. At the beginning of the cycle, molten metal fills the gooseneck as the machine’s piston retracts. A pneumatic or hydraulic piston squeezes the metal and fills it into a mold.
Advantages of Hot Chamber Die Casting
- The cycle speed is fast (about 15 cycles can be completed per minute), and it is easy to realize automatic operation.
- The process of metal melting is very convenient.
Disadvantages of Hot Chamber Die Casting
- Metals with higher melting points cannot be die-casted. Hot chamber die casting also cannot die casting aluminum because the aluminum will carry the iron out of the molten pool. Hot chamber die casting machines are generally used for alloys of zinc, lead, and tin.
- Hot chamber die casting is generally not used for die casting large castings.
- Cold Chamber Die Casting Equipment
Cold-chamber die-casting can be used when die-casting metals for which the hot-chamber die-casting process cannot be used. In this process, the metal needs to be melted first in a separate crucible. The molten metal is then transferred to an unheated injection chamber or nozzle. These metals are then injected into the mold by hydraulic or mechanical pressure. Cold chamber die-casting machines also have the difference between vertical and horizontal.
Advantages of Cold Chamber Die Casting
Cold chamber die casting can generally die casting including aluminum, magnesium, copper, and zinc alloys with higher aluminum content.
Disadvantages of Cold Chamber Die Casting
The disadvantage of cold chamber die casting is the long cycle times.
Stamping Equipment
Use a hydro press for thick sheets. Others generally use mechanical presses and are equipped with machinery such as uncoiling, finished product collection, and transportation, as well as mold magazines and quick mold changing devices. Using computer program control, it can form a high-efficiency automatic stamping production line.
Features of Die Casting and Stamping
Features of Die Casting
The main features of die casting that distinguish it from other casting methods are high speed and high pressure.
- The molten metal fills the cavity at a high speed, generally 10-50m/s, and some can exceed 80m/s. Therefore, the filling time of the molten metal is very short. Generally, the cavity can be filled in 0.01-0.2 seconds (depending on the size of the casting).
- The molten metal fills the cavity under the action of pressure, and then crystallizes and solidifies under higher pressure. Common pressure is 15-100MPa.
- The dimensional tolerance of die-casting parts is very small, and the surface precision is very high. In most cases, die castings do not need to be turned.

Features of Stamping
- Stamping parts are thin, uniform, light, and strong.
- Because of the use of precision molds, the accuracy of the workpiece can reach micron level.
- Cold stamping parts generally no longer need to be processed, or only a small amount of processing is required. The accuracy of hot stamping is lower than that of cold stamping.
- The operation of stamping is convenient and the production efficiency is high. Mechanization and automation are easier. This is because stamping is processed using stamping dies and stamping equipment. Among them, the number of strokes of ordinary presses can reach dozens of times per minute, and the number of strokes of high-speed presses can reach hundreds or even thousands of times per minute.
- The life of the mold is generally longer, and the quality of the stamping parts is stable. During stamping, the die can ensure the shape and dimensional accuracy of the stamping parts, and generally does not damage the surface quality of the stamping parts.
- Stamping can process parts with a wide range of sizes and complex shapes, and the strength and rigidity of stamping are high.
- Stamping generally does not generate chips and scraps, consumes less material, and does not require other heating equipment. Therefore, it is a material-saving and energy-saving processing method, and the cost of stamping parts is lower.
JTR can provide both die casting and stamping services. Our products are widely used in telecommunications, automobiles and motorcycles, power electronics, medical equipment, aerospace, and other fields. You can tell us your needs, and the professional team will make the best solution for you.