Today, CNC machining automation is more than just optimizing spindle speed and feed rate. The machine’s ability to handle tools, control logic flow, and repeat complicated tasks quickly is what makes it truly automated. CNC M06, CNC M98, and CNC M99 are some of the most important control instructions used in machining centers. They often work with the T code CNC system. These commands are the basic building blocks of multi-step machining. They help manufacturers make things with high accuracy, repeatability, and productivity.
This article explains how these commands function, how they interact, and why they are essential in automated production environments.

The Role of CNC M06 in Automatic Tool Changes
It takes more than one tool to finish a single workpiece in a machining center. Roughing, finishing, drilling, chamfering, and tapping all need tools with different shapes. CNC M06 is the command that lets tools switch automatically.
The command CNC M06 tells the machine to switch tools on its own. But it doesn’t do it on its own. The T code CNC instruction tells the machine what tools to use, and this is usually used with it. The T code tells the machine which tool number to get ready for the next job, and CNC M06 makes the tools change inside the machine.
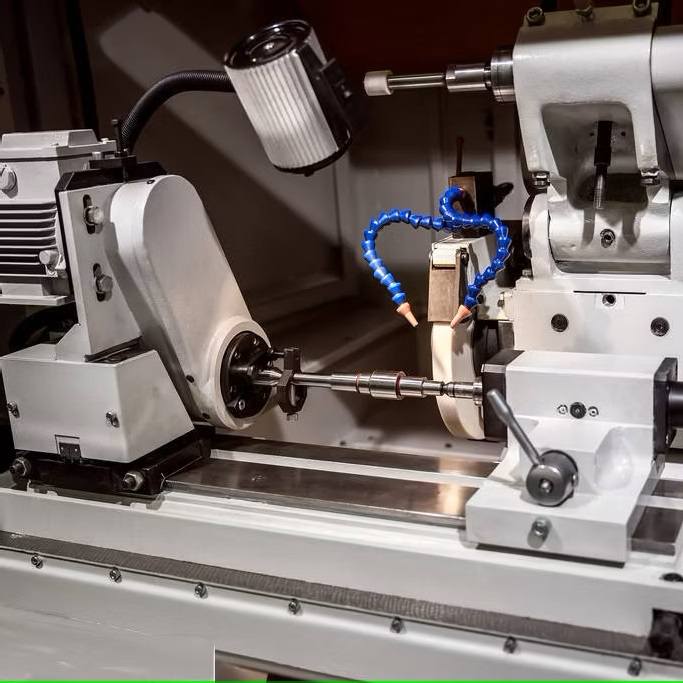
When CNC M06 is executed in a machining center equipped with an automatic tool changer (ATC), the system performs several coordinated actions:
- The spindle stops rotating.
- The machine moves to a predefined safe tool-change position.
- The tool magazine rotates to align the requested tool.
- The mechanical arm exchanges the current tool with the selected one.
- The spindle clamps the new tool securely.
This automated process allows multi-step machining to occur without operator intervention, significantly increasing production efficiency.
In factories where a lot of things are made, the reliability of CNC M06 has a direct impact on how much time machines are running. A correctly set up tool change sequence makes sure that there is enough space, stops tools from colliding, and keeps machining accuracy consistent.
Understanding T Code CNC: Tool Selection Logic
The T code CNC instruction is responsible for tool identification. Each tool in a machining center is assigned a number corresponding to its position in the tool magazine. The T code tells the control system which tool should be active next.
The T code CNC command sets the selection logic, while CNC M06 makes the physical change. The T code can preload the next tool in many systems, which cuts down on the time between operations when nothing is happening. This feature is very useful in high-speed machining centers where it is important to optimize cycle time.
Tool management systems use T-code CNC logic to keep track of tool offsets, wear compensation, and tool life in automated production lines. Without a logical way to number tools and organize T codes, large-scale production would quickly become inefficient and full of mistakes.

CNC M98: Calling Subprograms for Modular Machining
As machining tasks become more complex, repeating identical sequences manually within a main program leads to long, difficult-to-maintain code. This is where CNC M98 becomes essential.
To call a subprogram, use the command CNC M98. A subprogram is a set of machining instructions that are separate from the main program and are meant to do one thing, like drilling a hole or milling a pocket. The programmer doesn’t have to write the same instructions over and over again. Instead, they only have to write them once and then call them whenever they need them.
The advantages of CNC M98 include:
- Reduced program length
- Improved readability
- Simplified debugging
- Easier modifications
- Efficient repetition control
For example, CNC M98 lets you write the process for making holes once and then run it on parts that have a grid pattern of identical holes. The main program tells the subprogram where to put things and how to machine them.
This modular design is similar to how modern software is written. It makes it easier to maintain and makes sure that any changes to the subprogram automatically apply to all repeated operations.
CNC M99: Returning and Looping Logic
CNC M98 is the call instruction, and CNC M99 is the return instruction. CNC M99 tells the control system to go back to the main program right after the CNC M98 call. This means that the subprogram is over.
Without CNC M99, the control would not know when the subprogram is complete. Proper use of CNC M99 ensures smooth execution flow and logical continuity.
Interestingly, CNC M99 can also create looping behavior under certain configurations. If used within a main program instead of a subprogram, some CNC systems interpret CNC M99 as a command to restart execution from the beginning. This feature can be useful in automated production cycles where continuous machining of identical parts is required.
However, improper placement of CNC M99 can lead to unintended infinite loops. Therefore, careful program structure and thorough testing are critical in automated environments.
Coordinated Use of CNC M06, CNC M98, and CNC M99 in Automated Manufacturing
In automated machining, CNC M06, CNC M98, and CNC M99 work together to create a structured and efficient production flow. Each command plays a distinct role, but their integration is what enables multi-process machining with minimal manual intervention.
The process typically begins with tool selection using T code CNC, which identifies the required cutting tool. The machine then executes CNC M06 to perform the automatic tool change. This ensures the correct tool is securely loaded before machining starts.
When the right tool is turned on, CNC M98 takes care of repetitive or specialized machining tasks by calling a pre-defined subprogram. This lets you do complicated tasks, like drilling multiple identical holes or machining the same shape over and over, quickly without having to rewrite the instructions.
CNC M99 gives control back to the main program at the end of the subprogram. This keeps things logical and makes sure that the machining sequence goes in the right order. When set up correctly, CNC M99 can also support continuous cycle operations in some production setups.
By combining these commands, manufacturers achieve:
- Seamless multi-tool operation
- Modular and organized program structure
- Reduced program length
- Improved machining consistency
- Faster cycle times
Together, CNC M06, CNC M98, and CNC M99 form a practical automation framework that enhances productivity, reliability, and scalability in modern CNC manufacturing.

Advantages of Automation in Modern CNC Machining
Automation in CNC machining, driven by commands like CNC M06, CNC M98, CNC M99, and T code CNC, offers significant benefits for modern manufacturing.
- Increased Efficiency: Automatic tool changes and subprogram calls reduce manual intervention and minimize machine downtime, allowing high-volume production without constant operator oversight.
- Program Standardization: Using subprograms via CNC M98 enables reusable machining sequences, simplifying program management and reducing errors.
- Enhanced Reliability: CNC m99 ensures smooth control flow, returning precisely to the main program or looping processes as needed, which supports consistent machining quality.
- Scalability and Flexibility: Modular programming allows easy adaptation to new parts or design changes without rewriting entire programs, making production lines more versatile.
- Error Reduction: Structured automation reduces the chance of programming mistakes, ensures accurate tool changes, and maintains proper operation sequences.
Overall, automation transforms CNC machining from manual, step-by-step operations into a streamlined, predictable, and high-precision process which delivers productivity and quality enhancements throughout every aspect of production.
Modern CNC automation depends on two fundamental components known as tool change and subprogram control. The command CNC M06, combined with T code CNC, enables seamless multi-tool machining without manual involvement. The CNC m98 and CNC m99 commands establish logical program structures that decrease redundancy while improving modular design.