Over its rich history, metal casting has been utilized to manufacture everything from ancient swords to modern wind turbines. Today, it remains one of the most valuable and versatile production methods for delivering high-quality metal parts across global supply chains. From the perspective of a manufacturing engineer, understanding the structural and chemical nuances of this process is critical for selecting the right casting method and optimizing component design.

What is Metal Casting?
At its core, Metal casting is a fundamental manufacturing process that involves pouring molten liquid metal into a pre-designed mold. The internal structure of the mold is engineered with a negative impression of the intended component. As the molten metal cools and solidifies within this cavity, it takes on the exact shape of the final part. Once solid, the finished component is removed from the tooling.
While casting is highly versatile, it is not without strict engineering constraints. Every casting alloy undergoes significant volumetric contraction during the cooling stage. As engineers, we must calculate the specific shrinkage rates of the metal beforehand and factor these tolerances into our tooling designs to ensure dimensional compliance.

Step-by-Step: The Core Metal Casting Process
While specific steps vary between casting variants, and some stages are omitted depending on the automation level, the central sequence follows a structured engineering workflow.
Step 1: Making the Pattern
A pattern is a duplicate of the final part and serves as the foundation for creating the mold cavity. Depending on production volume, patterns can be permanent or flexible. They are typically fabricated from wax, wood, or plastic.
Step 2: Making the Core
When we need to produce hollow sections or internal geometries within a cast part, a core is required. The core is a solid piece of sacrificial or permanent material placed directly inside the mold cavity to shape the interior space. For example, positioning a cylindrical core inside a larger cylindrical mold cavity yields a tube-shaped cast part.
Step 3: Making the Mold
Mold fabrication, often referred to in our discipline as mold making, is a specialized field. The method of producing a mold depends entirely on the targeted production volume and part application. For instance, permanent metal molds are machined out of tool steel using high-precision CNC equipment, whereas sand molds are built by packing a specialized sand mixture around the exterior of a pattern.
Step 4: Filling the Mold
The raw metal stock is heated in a furnace until it transitions completely to a liquid state, and then it is poured or forced into the mold cavity. The filling technique dictates the physical properties of the part. In gravity-fed systems, the molten metal flows downward naturally into the cavity. In high-pressure setups, the metal is forced into the die at high velocity, requiring substantial mechanical clamping forces to keep the die securely closed.
Step 5: Removing the Part
After the molten metal has cooled down and completely solidified, the raw part is extracted from the tooling. In sand casting, the mold is single-use and must be completely destroyed to access the internal part. For permanent molds, the two halves of the steel die are mechanically pulled apart, leaving the tool ready for the next cycle.
Step 6: Post-Processing
Raw castings are rarely ready for end-use assembly right out of the mold. They regularly require cleaning to remove mold remnants, flash, and gating systems, or they must undergo thermal heat treatments and final CNC machining to achieve the blueprint specifications.
The 4 Main Types of Metal Casting Processes
There are dozens of metal casting variations used across modern manufacturing. However, four distinct methods dominate industrial production.
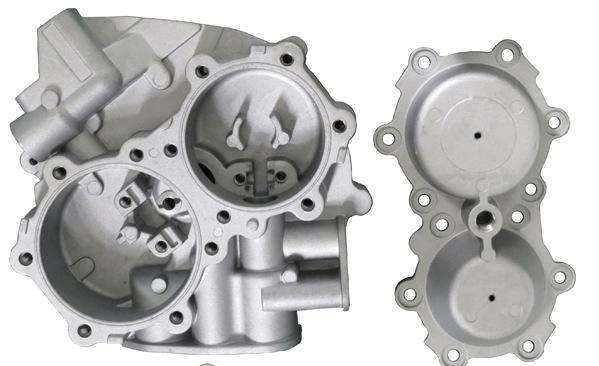
1. Die Casting
Die casting is one of the most critical casting processes for manufacturing highly complex, net-shape components. The process relies on reusable tool steel mold sets. These rigid steel cavities enable engineers to produce parts with exceptionally fine details and tight tolerances.
The upfront cost of engineering and machining custom tool steel dies is high, which restricts this process primarily to high-volume mass production. However, once the initial tooling capital is amortized, the molds can be cycled thousands of times. Die-cast parts exhibit excellent surface finishes. Aluminum die casting and magnesium die casting are the industry standards for sourcing high-quality, lightweight structural components.
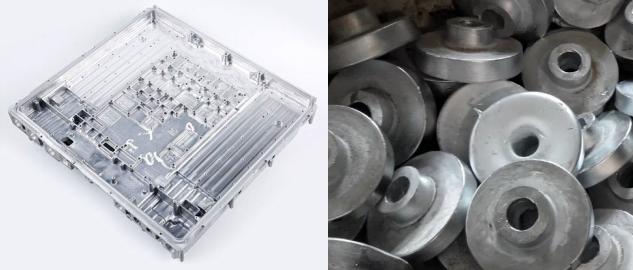
2. Gravity Casting
Like high-pressure die casting, gravity casting—frequently termed permanent mold casting—utilizes reusable metal tooling. The core technical distinction lies in the fluid dynamics: gravity casting relies strictly on natural gravity to draw the liquid metal from the top of the mold down into the bottom of the cavity, rather than using mechanical pressure.
The metal molds must be preheated to a specific operational temperature before the first pouring cycle to prevent premature chilling of the metal. The tooling is usually constructed from high-grade cast iron because of its excellent resistance to thermal fatigue.
3. Investment Casting
Investment casting, traditionally known as lost wax casting, is an ancient method that has evolved into a high-precision industrial process. It utilizes an affordable pattern paired with an expendable mold; both the pattern and the mold are destroyed during a single casting cycle, though the melted wax pattern material is often reclaimed and reused.
The process begins by forming a pattern out of wax or an equivalent material. This can be achieved via injection molding for mass production or via resin 3D printing for rapid prototyping. The wax pattern is then repeatedly dipped into a slurry of refractory material to build up a robust ceramic layer around the model. Once dried, this ceramic investment shell is heated to melt out the internal wax, creating a clean cavity for the molten metal. After pouring and solidification, the ceramic layer is completely cracked off and removed in a process called peeling.
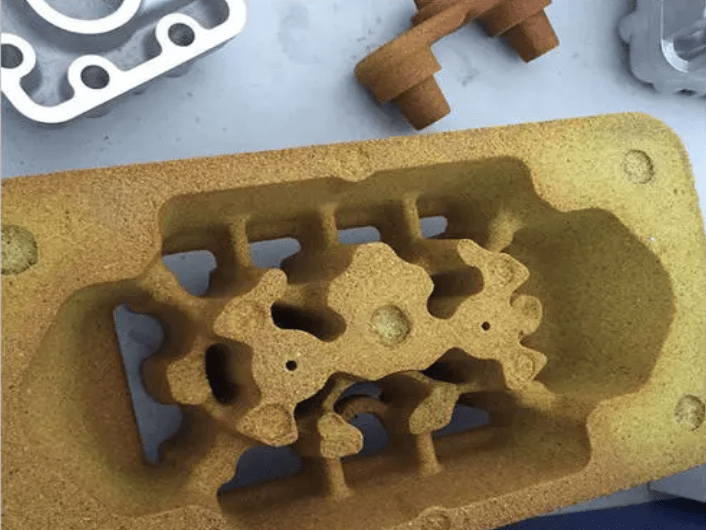
4. Sand Casting
Sand casting is a simple, centuries-old metal casting methodology that provides a lower-cost barrier to entry than permanent tooling alternatives. It utilizes sand mixed with specific binding agents, such as clay, as the primary mold material. This allows the mold structure to withstand extreme pouring temperatures without deforming.
In production, the pattern is positioned inside a specialized holding box called a flask. The sand mixture is compacted tightly around the pattern to lock in the shape, and the pattern is removed to form the mold cavity before molten metal is introduced. The sand used in our foundries is classified as either green sand, which uses wet clay as a binder, or air-set sand, which utilizes dry sand mixed with fast-acting chemical adhesives.
Pros & Cons: Why Choose Metal Casting?
When evaluating metal casting against alternative metalworking options like forging or CNC machining, engineers must balance specific mechanical performance needs against total manufacturing costs.
Key Benefits
- Massive Scale Capability: Casting can produce exceptionally huge and heavy parts that exceed the physical limits of CNC machining envelopes or forging presses.
- Thick-Walled Geometries: The process can easily produce components with very thick-walled cross-sections without risking structural delamination.
- Monolithic Consolidation: It is highly suitable for casting large, complex, one-piece components as a single unit, eliminating the need for complex welded or bolted assemblies.
- Tribological Performance: Cast metals offer excellent bearing qualities, making them highly effective for heavy machinery frames and wear surfaces.
- Light Alloy Compatibility: The process is ideal for processing light alloys, such as aluminum and magnesium, reducing component weight without sacrificing structural integrity.
- Material Versatility: Foundries can cast an incredibly broad spectrum of ferrous and non-ferrous alloys within the same production facility.
Core Limitations
- Internal Material Defect Rates: Cast parts are prone to certain unavoidable defects, such as internal gas porosity, shrinkage cavities, and slag inclusions, which require careful quality control.
- Dimensional Tolerances: The process typically yields limited dimensional accuracy compared to the precise tolerances achievable via subtractive CNC machining.
- Labor Intensity: Many traditional foundry methods, particularly sand casting, remain highly labor-intensive and require significant manual floor work.
- High Production Minimums: Due to tooling costs and setup times, permanent mold and die casting options typically come with high minimum order quantities (MOQs).
Other Advanced Casting Variations
Beyond the primary four methods, specialized configurations exist to handle specific industrial components. These include expendable mold processes like loam molding and shell molding, as well as highly automated permanent mold processes like centrifugal casting for cylindrical parts and continuous casting for producing raw mill stock.
FAQ
Q1: What is the difference between Sand Casting and Die Casting?
A1: Sand casting uses a temporary mold made of compressed sand and binder. The mold is destroyed during part extraction, making it highly affordable for low volumes and large parts. Die casting utilizes permanent tool steel dies that inject molten metal under high pressure. It requires expensive upfront tooling capital but achieves high production speeds, tight tolerances, and superior surface finishes for high-volume runs.
Q2: When should I choose Forging or CNC Machining over Metal Casting?
A2: Choose forging when a component requires maximum structural integrity and impact resistance, as forging aligns the internal grain flow of the metal. Choose CNC machining when your design demands tight dimensional tolerances, sharp geometric profiles, or low production quantities that do not justify tooling costs. Metal casting should be selected when your part features highly complex internal cavities, needs monolithic consolidation of multiple components, or requires a heavy, thick-walled geometry that is too costly to machine out of solid billet stock.